
Dataset Viewer
text
stringlengths 505
69.7k
|
|---|
阳极氧化提高铝合金船壳耐蚀性
2018-01-29 10:30:36 作者:本网整理 来源:中国电镀协会分享至:
[](http://www.ecorr.org.cn/news/science/2018-01-29/168095.html#)[](http://www.ecorr.org.cn/news/science/2018-01-29/168095.html#)[](http://www.ecorr.org.cn/news/science/2018-01-29/168095.html#)[](http://www.ecorr.org.cn/news/science/2018-01-29/168095.html#)
**一、铝合金的表面防腐处理方法**
随着各国航运事业的发展和效率的需要,高速客运船舶越来越多的使用了铝合金为船体结构和材料。海水的成分复杂,对船体的腐蚀也非常严重。海水中的氧、氯离子以及复杂的海生物是海水腐蚀的主要因素,氯离子等多种离子构成了电解质溶液,使得海水腐蚀具有电化学腐蚀的特性。由于防锈铝的屈服强度一般只是普通低碳钢的1/2,抗拉强度是普通低碳钢的2/3,疲劳性能较差,而且铝合金船体的外板较薄,一般只有5~6mm左右,所以铝合金的腐蚀和防护具有重要意义。
铝及其合金材料由于其高的强度/质量比、加工易成型以及优异的物理、化学性能,其用量为仅次于钢铁的第二大类金属材料。铝合金在大气条件下,其新鲜表面立即生成自然的氧化膜,这层氧化膜非常薄,一般在0.005~0.015μm的范围内,易破损,在酸碱性条件下迅速溶解。同时,铝合金材料硬度低,耐磨性差。因此铝合金在使用前往往须经过相应的表面处理以满足其对环境的适应性和安全性,减少腐蚀,延长使用寿命。通过适当的表面氧化处理,氧化膜的厚度可以增加100~200倍。
目前,随着船体结构材料对铝合金耐腐蚀性能要求不断提高,阳极氧化、化学氧化、磷化、铬酸盐处理、微弧氧化、热喷涂等表面处理工艺在提高船体材料铝合金材料耐腐蚀性能方面受到广泛应用。常见的铝及其合金的表面处理方法有电镀、化学镀、阳极氧化处理、化学氧化、磷化处理、铬酸盐处理、微弧氧化、热喷涂等。
以上方法各具特点:
阳极氧化法被称作铝合金表面处理的“万能”技术,应用最为广泛;铝及其合金的阳极氧化膜的厚度可达几十至几百微米,不但具有良好的力学性能和耐蚀性能,而且还具有较强的吸附性能,采用各种着色方法后可以得到美观的装饰外表。

铝合金阳极氧化
化学氧化是指在一定的温度下,使铝表面与溶液发生化学作用,形成一层致密氧化膜。铝合金经化学氧化处理后所得膜层厚度一般为 0.5~4μm,膜层多孔具有良好的吸附性,可作为有机涂层的底层,但其耐蚀性和耐磨性均不如阳极氧化膜好。化学氧化的设备简单,操作方便,生产效率高,成本低,适合用于很难用阳极氧化方法获得完整氧化膜的大型、复杂、组合或微型零件的处理。
微弧氧化技术是指通过电解液中等离子体弧光放电作用,使铝合金表面形成一层以α-A12O3和γ-A12O3为主的硬质陶瓷层,其层的厚度超过阳极氧化,硬度优于电镀表面,且前后处理简单,是一种很有发展前途的表面处理工艺。
磷化处理就是用含有磷酸、磷酸盐和其他化学药品的稀溶液处理铝合金,是铝合金表面发生化学反应,转变为完整的具有中等防蚀作用的不溶性磷酸盐层。但是对于铝合金来说,应用范围很小,获得的铝合金的耐蚀性低于其他方法获得的铝合金镀层,故一般这种处理方法几乎不用于防护目的,唯一使用的场合是作为冷变形加工的前处理。
电镀是将直流电通入具有一定组成的电解质溶液中,在电极与溶液之间的的、界面上发生电化学反应(氧化还原反应),进而在铝合金表面上形成致密均匀的氧化铝膜。其缺点是电镀液配方复杂,污染严重,能耗大。
化学镀是利用合适的还原剂,是溶液中的金属离子有选择性地在经催化剂活化的铝合金表面上还原析出金属镀层。一般多用化学镀镍来提高铝合金表面的耐蚀性和耐磨性。
**二、铝合金阳极氧化的发展现状**
过去由于制铝业落后。表面处理技术发展缓慢,铝合金的阳极氧化比国外整整晓20年,为赶超世界先进水平,我国铝业工作者进行了不懈的努力,阳极氧化技术得到了进一步提高。
阳极氧化仍是我国现代最基本和最通用的铝合金表面处理方法,它是将铝合金置于一定的电解质溶液中,施加阳极电压进行电解,便可在其表面生成一层致密的氧化膜。阳极氧化可分为普通阳极氧化和硬质阳极氧化。其中普通阳极氧化的方法主要有硫酸阳极氧化、铬酸阳极氧化、草酸阳极氧化、磷酸阳极氧化等,普通阳极氧化的工艺改进有:
1、宽温快速阳极氧化技术
2、硼酸-硫酸阳极氧化工艺
3、铝在铬酸中高电压阳极氧化
4、铝在磷酸中恒压阳极氧化
5、高浓度酸加硫酸镍快速氧化;
硬质阳极氧化的方法有:
1、硫酸硬质阳极氧化法
2、混合酸常温硬质阳极氧化法
3、脉冲硬质阳极氧化法
4、铸铝合金硬质阳极氧化法
5、低压硬质阳极氧化法
恒定电流密度下铝合金硬质阳极氧化。铝及铝合金电解着色工艺所获得的色膜具有良好的耐磨、耐晒、耐热性、抗化学腐蚀性,广泛应用于现代建筑。
铝合金硬质阳极氧化
在铝型材的防腐蚀工程中,电解着色工艺将得到更广泛的开发和应用。铝合金表面处理的着色工艺目前主要有阳极化铝光干涉电解着色工艺、铝合金表面着亮黑色工艺。铝阳极氧化膜具有很高孔隙率和吸附能力,容易受污染和腐蚀介质侵蚀,必须进行封孔处理,其目的是提高耐蚀性,提高抗污染能力和固定色素体。常用的封孔处理方法有热水封闭法、蒸汽封闭法、重铬酸盐封闭法、水解封闭法。
最新研究成果表明,对于船壳用铝合金的耐蚀性可以通过对LYl2进行恒定电流密度下的阳极氧化,并用双酚A型环氧树脂,220℃下,6小时封闭处理,来提高铝合金船壳的耐蚀性。 |
铝硬质阳极氧化及其作用
\- 来源: 网络 发布人: Xiesh
大中小
摘要:铝硬质阳极氧化处理是铝及铝合金电化学氧化处理方法中较新的一种方法。
铝硬质阳极氧化处理是铝及[铝合金](https://alu.ccmn.cn/lvhejin/)电化学氧化处理方法中较新的一种方法。它是在冷却的稀硫酸氧化溶液条件下而获得硬度高、膜层厚的氧化膜,这种过程称为铝硬质阳极氧化处理法或称厚膜阳极氧化处理法,或简称“硬氧化”。
铝及其合金在空气中会氧化这是众所周知的,铝表面自然形成的氧化膜是无晶型的,它会使铝金属表面失去原有的光泽,虽然这层天然氧化膜会使铝金属表面略有钝化,但却很薄,大约在4~5nm,而且孔隙率大,力学性能也差,它不能有效地防止大气中各种介质对铝金属的进一步腐蚀。
经过铝硬质阳极氧化处理,可以使铝及其合金表面获得一层比自然氧化膜厚得多的致密膜层(从几十微米甚至到几百微米)。这层人工氧化膜再经过封闭处理,无晶型的氧化膜转变成结晶型的氧化膜,孔隙也被封闭,因此使金属表面光泽能长久不变,抗蚀性能、机械强度都有所提高,经染色还可获得装饰性的外观。由于铝及其合金制品经过阳极氧化后具有许多特点,所以铝阳极氧化工艺在铝制品表面处理中应用较广。在工业上的应用大致可分为如下几种。
**防止制品腐蚀**
由于阳极氧化所得到的膜层经过适当的封闭处理,在大气中有很好的稳定性。不论是从硫酸溶液、草酸溶液或是铬酸溶液在正常工艺中获得的氧化膜,其耐蚀性能都是很好的,如日用铝制锅、壶,洗衣机内胆等。铬酸氧化法特别适用于铝焊接件及铆接件。
**防护一装饰**
在获得透明度高的氧化膜上,氧化膜具有可以吸附多种有机染料或无机颜料的特点,氧化膜上可获得各种光亮鲜艳的色彩和图案,加上近年来不少新工艺的出现如一次氧化多次着色、礼花图案、木纹图案、氧化胶印转移印花、瓷质氧化等,使铝制外观更加美丽悦目,这层彩色膜既是装饰层,又是防蚀层,如打火机、金笔及工艺品。
**作为硬质耐磨层**
在硫酸或草酸溶液中均可通过调整阳极氧化的工艺条件,获得厚而硬的膜层,利用膜层的孔和吸收性能来储存所选择性的油料,有效地应用于摩擦状态下工作的条件,同时具有润滑和耐磨的特点,如汽车及拖拉机的发动机汽缸、活塞等。
**作为电的绝缘层**
铝及其合金的氧化膜层具有电阻大的特点,膜层的厚度与电阻成正比,这一特点作为电的绝缘性具有一定的实用意义,可用作电容器的电介质,也可以用氧化铝皮作电缆的外包皮,为其表面作绝缘层来代替胶包皮和塑料包皮在国外较为普及,膜厚为27.5μm时,其穿电压为441V。若采用酚醛树脂作膜孔填充,其耐穿电压可增大2倍,在草酸溶液中,当膜厚增加时,可获得电阻200Ω、击穿电压为980V的优质绝缘层,当然利用这一特点除用于导线外,还可以用于其他电器等方面。
**作喷漆、电镀的底层**
由于氧化膜层具有多孔性及良好的吸附能力,与漆膜和有机膜有良好的结合力,可作喷漆底层。采用磷酸阳极氧化的膜层可作为铝上电镀的底层。
**用于现代建筑**
由于铝合金电解着色工艺的引进,近年来国内电解着色应用于建筑铝型材方面日趋增加,它不但有适宜建筑色调的古[铜](http://copper.ccmn.cn/)色、黑色、红色等,其耐磨度优于一般常规氧化,特别值得提出的是耐晒度甚佳,20年以上日晒夜露大气中不消色,这是与氧化着色法不可比拟的。电解着色法氧化的铝型材不单可用于建筑门窗,用它做商店柜台、货架等也尤为适宜。 |
# 表面处理方法对铝锂合金胶接强度的影响\n\n李梓厦 刘庭欣 龚渝 向延鸿 李剑\n(吉首大学物理与机电工程学院,吉首 416000)\n\n**文摘** 为研究不同表面处理方法对铝锂合金胶接强度性能的影响,分别采用砂纸打磨、氯化铜刻蚀、喷砂以及磷酸阳极化(PAA)方法对铝锂合金进行表面处理,并对不同改性表面微观形貌、粗糙特性、润湿性能以及其胶接接头强度性能进行对比分析。结果表明,表面处理后的铝锂合金表面润湿性能改善与胶接性能提高。相对于未处理试样,砂纸打磨、氯化铜刻蚀、喷砂与PAA处理试样表面自由能分别提升了26.7%、48.8%、52.9%与71.1%,相应胶接接头强度分别提升152.7%、204.1%、285.1%与413.5%。PAA构筑的多孔氧化膜结构更有利于胶黏剂在铝锂合金表面的渗透与黏附,试样表面润湿性明显改善,胶接强度得到了显著的提高,最高强度为38 MPa。\n\n**关键词** 铝锂合金,表面处理,润湿性,胶接强度\n\n**中图分类号:** TG491\n\n**DOI:** 10.12044/j.issn.1007-2330.2024.01.009\n\n**Effect of Surface Treatment on Bonding Strength of Al-Li Alloy**\n\nLI Zixia LIU Tingxin GONG Yu XIANG Yanhong LI Jian\n(College of Physics and Electromechanical Engineering, Jishou University, Jishou 416000)\n\n**Abstract** To investigate the effect of different surface treatments on the bonding strength of Al-Li alloy, the sandpaper grinding, copper chloride etching, sandblasting and phosphoric acid anodizing methods were applied, and the microstructure, roughness, wettability and strength of adhesive joints of different modified surfaces were compared and analyzed. The results show that the surface wettability and bonding properties of Al-Li alloy are improved after surface treatments. Compared to untreated samples, the surface free energy of samples treated with sandpaper, copper chloride etching, sandblasting, and PAA increase by 26.7%, 48.8%, 52.9%, and 71.1%, respectively, and the corresponding adhesive joint strength increase by 152.7%, 204.1%, 285.1%, and 413.5%, respectively. The porous oxide film structure constructed by PAA is more conducive to the penetration and adhesion of adhesive on the sample surface. The surface wettability and bonding strength are significantly improved, with a maximum bonding strength of 38 MPa.\n\n**Key words** Al-Li alloy, Surface treatment, Wettability, Bonding strength\n\n0 **引言**\n\n随着经济的快速发展和对节能、环保要求的逐渐提高,结构轻量化已成为航空航天、交通运载等工业领域的发展趋势。铝锂合金具有密度小、强度高、耐腐蚀性好等优点,在航空航天轻量化设计中得到了广泛的应用。铝合金连接工艺通常采用传统的螺栓、铆接以及焊接等连接方式,与传统连接技术相比,胶接结构具有承载面积大、应力分布均匀、高比强度/比刚度等优势,且在连接成型中无需较大程度地破坏材料本身属性,因此胶接技术在交通运载等领域的结构轻量化连接中具有广阔的应用前景。\n\n胶接接头的强度不仅与胶黏剂的力学属性有关,而且与粘结的界面属性有较大关联,良好的被黏物表面特性是形成稳定粘结界面的关键,因此通过不同表面处理方法来获取合适的基板表面微观特性得到了学者的研究与探索。PAN等与FLANAGAN\n\n\n收稿日期:2022-01-19\n\n基金项目:国家自然科学基金(52265019);2021年度湖南省大学生创新训练计划项目;湖南省自然科学基金(2022JJ40341);湖南省教育厅优秀青年项目(23B0529);大学生创新创业教育中心项目(jsumeieec202102)\n\n第一作者简介:李梓厦,2001年出生,本科,主要从事铝合金胶接工艺的研究工作。E-mail: 2757574723@qq.com\n\n通信作者:李剑,1986年出生,博士,副教授,主要从事轻量化连接技术的研究工作。E-mail: 003755@jsu.edu.cn\n\n宇航材料工艺 http://www.yhclgy.com 2024年第1期\n\n73\n\n\n-----图片识别失败-----\n\n## 1.4 试样表面形貌特性\n\n采用三维表面白光轮廓仪(WYKO NT9100, Veeco Metrology Inc, America)对铝锂合金表面进行粗糙度测试,每个试样选取三个不同位置进行测试,取平均值作为最终粗糙度值。采用扫描电子显微镜(SEM, TESCAN, MIRA3)对不同表面处理基板进行表面微观形貌分析。\n\n## 1.5 剪切强度测试\n\n铝锂合金胶接单搭接接头试样尺寸如图1所示,胶接区域面积为12.5mm×25mm,接头制备好后在粘结区域施加0.28MPa压力,在120℃加热炉中保持60 min,随后随炉冷却。参照 ASTM D1002-72,利用万能力学试验机CMT5504对胶接接头进行力学性能测试,每组接头试样设置5组,测试后取其平均值作为最后强度值。\n\n<br>\n\n图1 单搭接胶接接头示意图\n\nFig. 1 Schematic diagram of single lap bonding joint\n\n<br>\n\n## 2 结果与讨论\n\n## 2.1 表面微观形貌分析\n\n图2为不同改性处理后的试样表面微观形貌。砂纸打磨表面形成较浅的不规则沟槽,对粗糙度和表面实际接触面积的提升比较有限。氯化铜刻蚀试样表面粗糙性较均匀,剧烈的化学反应使得试样表面铝元素不断溶解,在表面形成凹凸的阶梯状形貌,较大地增加试样表面的粗糙度。喷砂表面粗糙度最大,高速的砂粒与试样表面发生激烈的碰撞与摩擦,形成层叠密布的褶皱状表面形貌,增加了试样表面的粗糙度和实际表面积,提高了胶黏剂与试样表面接触面积与机械啮合力。PAA过程中铝锂合金表面发生剧烈的电化学反应,通过铝锂合金的不断溶解和生成在试样表面形成多孔状氧化膜结构,极大增加了与胶黏剂的实际接触面积,同时由于毛细作用增强,试样表面具备很强的吸附力,有利于胶黏剂在表面孔状膜层中的渗透与黏附。\n\n<br>\n\n图2 不同处理试样表面微观形貌\n\nFig. 2 The surface morphology of samples with different treatments\n\n<br>\n\n(图片中包含四个显微镜图像,分别对应砂纸打磨、氯化铜刻蚀、喷砂和PAA四种表面处理方式。由于无法直接复制图像,故仅提供文字描述。)\n\n\n\n\n2.2 表面粗糙度分析\n\n图3为不同表面处理方法获取的表面粗糙度轮廓,结合微观形貌图和粗糙度轮廓图可以直观地看出喷砂表面皱褶状形貌粗糙度最大且凹坑和尖锐特征明显。砂纸打磨表面粗糙度形貌结构,表层呈现出微观刮痕,表面轮廓波动幅度较小,平均粗糙度值为0.39 µm。氯化铜刻蚀表面因剧烈的化学反应使得表面铝溶解较多,阶梯状的表面形貌也就导致粗糙度轮廓曲线有较大的波动状态,平均粗糙度为1.21 µm。喷砂试样表面轮廓曲线上下波动幅度最大,砂粒冲击试样表面时,表层金属被冲击成凹坑的同时也有部分金属被砂粒冲击力铲起形成不规则凸峰,导致金属表面凸起和凹坑差异较大,其平均粗糙度值为2.95 µm。PAA处理试样表面轮廓曲线较为规范,波动幅度均匀且呈现出向表面内侧延伸的趋势,这与试样表面疏松多孔状微观形貌密切相关,其平均粗糙度为0.78 µm,多孔形貌增加了表面实际接触面积,能够很好地提升试样表面的润湿性与黏附能力。综合以上分析,提高试样表面粗糙度能够增加胶黏剂与被粘物表面的接触面积,增大胶接界面机械镶嵌与咬合力,从而有利于增强胶接接头的连接强度。\n\n图3 不同处理方式的试样表面粗糙度以及其表面粗糙度轮廓\n\nFig. 3 Surface roughness and roughness profile of samples with different treatments\n\n宇航材料工艺 http://www.yhclgy.com 2024年 第1期\n\n\n| 处理方式 | 平均粗糙度(µm) |\n|---|---|\n| 砂纸打磨 | 0.39 |\n| 氯化铜刻蚀 | 1.21 |\n| 喷砂 | 2.95 |\n| PAA | 0.78 |\n\n\n\n## 2.3 表面润湿性分析\n\n良好的基板表面润湿性有利于胶黏剂的黏附与渗透,是提升胶接接头强度的重要因素。表4为不同表面改性铝锂合金试样与蒸馏水、二碘甲烷接触角测量平均值。未处理的原始表面润湿性最差,接触角数值最高。经不同表面工艺改性后,试样表面润湿性能有不同程度的改善,砂纸打磨表面润湿性能提高较为有限,刻蚀和喷砂表面润湿性能有了较大的改善,接触角数值较原始表面下降了接近50%。PAA改性表面润湿性能最好,表面疏松多孔形貌极大地促进了液体的吸收与铺展,相比原始表面接触角数值降低了约70%,具备较理想的润湿性与黏附性。\n\n**表4 铝锂合金试样表面与水、二碘甲烷的接触角**\n\n**Tab. 4 The contact angle between the surface of Al-Li alloy sample and water, diiodomethane**\n\n| 表面处理方法 | 水接触角(°) | 二碘甲烷接触角(°) |\n|---|---|---|\n| 原始表面 | 64.2 | 52.7 |\n| 砂纸打磨 | 48.3 | 43.5 |\n| 氯化铜刻蚀 | 35.8 | 28.1 |\n| 喷砂 | 33.2 | 25.1 |\n| PAA | 18.3 | 13.6 |\n\n\n## 2.4 表面自由能分析\n\n图4为不同改性试样表面自由能结果对比,原始试样表面自由能最低为45.7mJ/m²,砂纸打磨、氯化铜刻蚀、喷砂和PAA改性表面自由能相对应原始表面分别提升了26.7%、48.8%、52.9%与71.1%,说明表面改性对试样表面自由能有较大提高,能够积极促进表面的润湿与黏附,同时,表面自由能的提升依赖于表面改性方式,不同改性方式构筑的微观形貌特性对试样表面自由能数值影响较大,PAA构筑的多孔氧化膜形貌对表面自由能的提升效果最为明显。\n\n**图4 不同处理试样表面自由能**\n\n| 表面处理方法 | 表面自由能(mJ/m²) |\n|---|---|\n| 未处理 | 45.7 |\n| 砂纸打磨 | 57.9 |\n| 氯化铜刻蚀 | 68 |\n| 喷砂 | 69.9 |\n| 磷酸阳极化 | 78.2 |\n\n\n## 2.5 接头强度性能分析\n\n对不同表面处理方式的胶接接头进行准静态拉伸试验,结果如图5所示。未处理的原始胶接接头强度最低仅为7.4MPa,相比原始表面,砂纸打磨、氯化铜刻蚀、喷砂与PAA处理胶接接头,强度分别提升152.7%、204.1%、285.1%与413.5%。砂纸打磨形成的不规则沟槽对表面形貌和粗糙度改善较为有限,其表面与胶黏剂的润湿性与黏附能力较弱,接头拉伸强度也就相对较弱;氯化铜刻蚀表面通过剧烈的化学反应形成阶梯状表面形貌,较大程度增加了试样表面粗糙度,有利于胶黏剂的黏附和嵌合从而提升其胶接强度;而喷砂对试样表面粗糙度提升最为明显,表面层叠褶皱形貌增大了与胶黏剂接触的表面积,提升了胶黏剂与基板的机械镶嵌力,接头强度得到较高的提升;PAA处理试样表面具备较高的润湿性与自由能,多孔氧化膜层具有较大的吸附力,有助于胶黏剂在试样表面的渗透与黏附,极大地提高了铝锂合金被黏物与胶黏剂的接触面积与黏附性能,胶接接头强度有显著的提高。\n\n**图5 不同表面处理方法胶接接头剪切强度**\n\n| 表面处理方法 | 剪切强度(MPa) |\n|---|---|\n| 未处理 | 7.4 |\n| 砂纸打磨 | 18.7 |\n| CuCl刻蚀 | 22.5 |\n| 喷砂 | 28.5 |\n| PAA | 38.0 |\n\n\n## 2.6 接头断裂形貌分析\n\n不同表面处理的胶接接头断裂模式如图6所示。(图6缺失,无法描述)原始表面胶接接头断裂表面呈现典型的界面失效模式,胶层与基板表面没有形成有效的黏附,一侧基板表面没有粘附胶层。砂纸打磨和氯化铜刻蚀胶接接头断裂表面存在较大面积界面破坏,但基板表面都有大量胶层黏附,说明经过表面改性后基板与胶层的黏附性能有所提升。喷砂处理胶接接头断裂表面呈现混合破坏模式,基板上胶层黏附较为均匀但胶层较薄且微小脱黏区域较多,喷砂形成的粗糙形貌增大了试样表面与胶黏剂的接触面积以及机械啮合力,胶层黏附能力提升较快。PAA改性胶接接头断裂表面显示较典型的内聚破坏模式,基板表面胶层分布均匀且覆盖全面,说明基板表面具备很强的黏结能力,PAA工艺在试样表面构筑的多孔氧化膜结构具备良好的表面润湿性,有利于胶接基板与胶黏剂形成稳定可靠的黏附界面。\n\n\n\n-----图片识别失败----- |
## 铝及合金阳极氧化着色现状和发展趋势
时间:2021-05-05 访问量:2197
铝及其合金材料由于其高的强度/重量比,易成型加工以及优异的物理、化学性能,成为目前工业中使用量仅次于钢铁的第二大类金属材料。然而,铝合金材料硬度低、耐磨性差,常发生磨蚀破损,因此,铝合金在使用前往往需经过相应的表面处理以满足其对环境的适应性和安全性,减少磨蚀,延长其使用寿命。在工业上越来越广泛地采用阳极氧化的方法在铝表面形成厚而致密的氧化膜层,以显着改变铝合金的耐蚀性,提高硬度、耐磨性和装饰性能。
阳极氧化是国现代最基本和最通用的铝合金表面处理的方法。阳极氧化可分为普通阳极氧化和硬质阳极氧化。铝及铝合金电解着色所获得的色膜具有良好的耐磨、耐晒、耐热和耐蚀性,广泛应用于现代建筑铝型材的装饰防蚀。然而,铝阳极氧化膜具有很高孔隙率和吸附能力,容易受污染和腐蚀介质侵蚀,心须进行封孔处理,以提高耐蚀性、抗污染能力和固定色素体。
2、铝及铝合金的阳极氧化
2.1普通阳极氧化
铝及其合金经普通阳极氧化可在其表面形成一层Al2O3膜,使用不同的阳极氧化液,得到的Al2O3膜结构不同。阳极氧化时,铝表面的氧化膜的成长包含两个过程:膜的电化学生成和化学溶解过程。只有膜的成长速度大于溶解速度时,氧化膜才能成长、加厚。普通阳极氧化主要有硫酸阳极氧化、铬酸阳极氧化、草酸阳极氧化和磷酸阳极氧化等,以下介绍一些普通阳极氧化新工艺。
2.1.1宽温快速阳极氧化
硫酸阳极氧化电解液的温度要求在23℃以下,当溶液的温度高于25℃时,氧化膜变得疏松、厚度薄、硬度低、耐磨性差,因此在原硫酸溶液中加入氧化添加剂对原工艺进行改进,改进后的溶液配方为:
硫酸(ρ=1.84g/cm3)150-200g/L(最佳值160g/L)CK-LY添加剂 20-35g/L(最佳值30g/L)铝离子 0.5-20g/L(最佳值5g/L)
CK-LY氧化添加剂包括特定的有机酸和导电盐,前者能提高电解液的工作温度,抑制阳极氧化膜的化学溶解,在较高的温度下对抑制氧化膜疏松有良好的作用;后者能增强电解液的导电性,提高电流密度,加快成膜速度。该添加剂溶于硫酸电解液,对电解液中的金属离子有络合作用,使溶液中铝离子的容忍量提高,氧化液的寿命延长,操作温度可达30℃以上,而普通硫酸氧化工艺21℃以上就必须开冷水机;同时减少了氧化时间,并可获得高质量的氧化膜。
2.1.2硼酸-硫酸阳极氧化
硼酸-硫酸阳极氧化是取代铬酸阳极氧化的一种薄层阳极氧化新工艺。硼酸-硫酸阳极氧化溶液的组成为:45g/L H2SO4+8g/L H3BO3。
阳极氧化膜退膜溶液:按ASTMB137(美国实验材料标准)规定溶液,即:20g/L CrO3+35mL/L H3PO4。
2.1.3其它方面工艺的改进
巩运兰等对铝在铬酸中高电压阳极氧化进行了研究[3],结果表明,铬酸体系高电压阳极氧化得到的氧化膜多孔,膜孔径极不规整,呈树枝状,浓度对孔径和膜厚都有影响。
在磷酸中采用直流恒压电解的方法对铝试样进行阳极氧化处理。实验表明,随着电解电压的升高,阻挡层厚度、多孔层胞径和孔径均呈线性增加,其原因与离子迁移等密切相关。此项技术起源于本世纪30年代,由于磷酸氧化膜具有很强的粘合力,是电镀、涂漆的良好底层,因此得到越来越广泛的应用。
2.2铝及铝合金的硬质阳极氧化
铝及其合金经硬质阳极氧化处理后,可在其表面生成厚度达几十到几百微米的氧化膜,由于这层氧化膜具有极高的硬度(铝合金上可达400-6000kg/mm2,纯铝上可达1500kg/mm2),优良的耐磨性、耐热性(氧化膜熔点可达2050℃)和绝缘性,大大提高了材质本身的物理性能、化学性能和机械性能,在国防及机械制造领域获得了广泛应用。
2.2.1硫酸硬质阳极氧化
硫酸法成分简单稳定,操作容易,低温氧化可获得数十至数百微米的硬质膜。硫酸硬质阳极氧化的主要缺陷是一般要在低温下进行,而且受铝合金组成的影响很大。
2.2.2混合酸常温硬质阳极氧化
混合酸常温硬质阳极氧化是指以硫酸为主,加入少量草酸等二元酸,以获得较厚的膜,同时扩大使用温度的上限,可允许将阳极氧化温度提高到10-20℃之间,所获得氧化膜的特征与硫酸阳极氧化膜相似。在10-20℃下电解,能获得耐磨性好的氧化膜和高着色率;实行高电流密度的混合酸电解,可防止氧化膜溶解,可在较高的温度下实施,降低生产成本,使膜层更加平滑、光洁、细密,厚度更大,硬度更高。
2.2.3脉冲硬质阳极氧化
脉冲硬质阳极氧化采用间断电流或交替的高低电流进行氧化,成功避免了烧焦和粉末,在室温下,所获得氧化膜在硬度、耐蚀性、柔性、电阻和厚度的均匀性方面均优于一般的直流氧化,并且生产效率可提高3倍。氧化膜性能比较见表1。
2.2.4铸铝合金硬质阳极氧化
合金中含有较多的硅(超过7%)就很难在硫酸体系中进行阳极氧化,而ZL102合金含硅量高达10%-13%,高硅的存在,容易造成硅的晶向偏析,导致成膜困难,膜层均匀性差。
欧阳新平等人通过实验研究,研制出了适合高硅铝合金硬质阳极氧化的工艺配方,使直流电源成功地在ZL102合金上制取性能良好的硬质氧化膜。该实验采用恒电流法,附加空气搅拌,得出的最佳工艺配方为:
硫酸(ρ=1.84g/cm3) 15-40g/L
磺基水杨酸 20g/L
添加剂MY 2.5-5.0g/L
电流密度 3-6A/dm2
时间 60min
温度 0℃
其中MY是一种阴离子表面活性剂,同时也是Al3+的络合剂。它能优先吸附在高电流密度处并放电使电场分布均匀,同时也能起到缓冲作用,抑制氧化膜的溶解,从而获得均匀平整的氧化膜。
周建军等人以直流叠加脉冲电源对含铜的高硅铸造铝合金进行硬质阳极氧化,研究了电源脉冲幅度对膜层性能的影响。实验的最佳工艺条件为:
硫酸 (ρ=1.84g/cm3)120-160g/L
添加剂 7-8g/L
脉冲比 1.0∶1.3
电流密度 2.5-3.5A/dm2
温度 0℃
时间 50min
搅拌 压缩空气
结果表明,提高氧化时电源的脉冲幅度能明显提高膜层性能。利用直流叠加脉冲硬质阳极氧化,能够在难于氧化的含铜、高硅的铸造铝合金上生成性能较好的氧化膜。
2.2.5低压硬质阳极氧化
绝大多数铝合金硬质阳极氧化零件,特别是零件的密封面和滑动配合部位,不仅要求膜层具有较高的硬度和厚度,而且还要求低的粗糙度(Ra0.08-0.16)。雷宁等通过对氧化过程中零件表面状态的分析及膜层增长速率的测定,找出了影响氧化膜质量及表面粗糙度的主要原因,提出了低压硬质阳极氧化工艺:
硫酸 (ρ=1.84g/cm3)220-240g/L
T -2-2℃
t 180min
DA 0.8-1.0A/dm2
最终电压 ≤40V
给电方式:初始20min内,电流密度升至0.8-1.0A/dm2,并始终保持至氧化结束。
此外,成都飞机工业集团公司根据美军标MIL-A-8625F及麦道公司标准DPS11.02评价铝合金阳极氧化膜的各项性能,研究了具体材料及施加电流密度对膜厚、成膜时间、耐蚀性、耐磨性和烧毁率的影响。结果表明:在交流叠加电源所产生的高电流密度下可得到质量较好的铝合金阳极氧化膜。
3、电解着色
经阳极氧化后的铝材进行电解着色,可以提高装饰效果和商品价值。氧化膜的厚度、均匀性及结构与电解着色速度和色差有直接关系。电解着色时金属离子是在膜孔底部的阻挡层上还原沉积的。由于金属粒子受光的散射作用而显色。欲在阻挡层上沉积金属,关键在于活化阻挡层。所以要使用交流电的极性变化来提高其化学反应活性。又由于阻挡层具有整流作用,将交流电变成了直流电,故铝一侧电流的负成分占主导,进入膜孔内的金属离子被还原析出。
以往铝型材着色大都是青铜色系,以单锡盐或镍锡混盐为主。近年来电解着古铜色将被钛金色、金黄色、仿不锈钢色、浅红色、香槟色、银灰色等多种浅色调所代替。钛金色鲜活而不妖艳,黄中透红,令人赏心悦目,并具有着色成本较低,增值较高的优点,它作为浅色调中的主色调己十分明显。以银盐和锰盐为主盐的金黄色在香港和越南市场行情良好。锰盐着金黄色逼真,成本较低。但不稳定,不宜连续生产;银盐着色可获得金黄色、绿金色、黄绿色和金土色等多种色调,槽液十分稳定,潜在经济效益好,应开发应用。
3.1电解着色工艺的改进
3.1.1铝合金表面着亮黑色工艺
此工艺是经锡铜离子在着色电解槽中进行着色反应后生成的二元金属氧化物膜层,色泽墨黑亮丽,是一种独具特色的铝合金防腐蚀和装饰材料。电解着色液组成为:30% SnSO4,30% NiSO4,15% CuSO4的混合溶液。经氧化处理的铝材为阳极,以石墨电极为阴极,50Hz220V交流电源经调压器调至8V后输入电解槽,电解着色10min,即可得到亮丽的黑色铝合金表面。
3.1.2阳极化铝光干涉电解着色工艺
在用锡盐进行光干涉电解着色的研究中发现,获得蓝色的干涉色最为困难,用普通电解着色方法着色,获得蓝色也是困难的,于芝兰等人在此方面进行了研究。实验材料为L2(2号工业纯铝,含铝99.6%)和LD31(相当于美国的6063),试样尺寸L250 mm×50mm×1mm,LD3125mm×25mm角材,1.3mm厚,其表面积为0.68dm2;阳极氧化条件,H2SO4(ρ=1.84g/cm3)180g/L,18℃,1.2-1.4A/dm2,30min,膜厚12-14μm;用磷酸直流扩孔处理;锡盐电解着色:SnSO416g/L,H2SO414g/L,混合添加剂16g/L,18-20℃,交流着色电压12-14V,此外还使用铜盐和Cu-Ni混合盐电解着色,可得到黄红、绿、蓝较稳定的干涉色。
3.2开发新电源是开拓电解着色新工艺的重要手段
改变电源波形和施电方式来提高阳极氧化膜综合性能和开拓电解着色新工艺,是新的研究热点。己商品化的有脉冲、电流反向(换相)和直流脉冲等电源。功能性氧化和着色兼容的微弧氧化电源,是以提高氧化速度、厚度均匀性、硬度、孔隙率分布和改善孔结构形态为目的。研究新电源可克服化学和电化学方法中的缺陷和局限。
4、封闭处理
为了提高阳极氧化膜的耐蚀、抗污染、电绝缘和耐磨等性能,铝及铝合金在阳极氧化和着色后都要进行封闭处理。其方法较多,对不着色的氧化膜可进行热水、蒸汽、重铬酸盐和有机物封闭;对着色的氧化膜可用热水、蒸汽、含有无机盐和有机物等封闭。
4.1封闭的主要方法
4.1.1沸水和蒸汽封闭
采用水蒸汽封闭法,可以有效地封闭所有的孔隙。若在封闭前将氧化后的制件进行真空处理一段时间,则封闭效果更加明显。蒸汽封闭的特点是不发生颜色的透扩散现象,因此不宜出现“流色”。但是蒸汽封闭法所用的设备及成本较沸水法高,所以除非有特殊要求,应尽可能使用沸水法封闭。当用蒸汽封闭时,温度应控制在100-110℃,时间为30min,温度太高,氧化膜的硬度和耐磨性严重下降,因此蒸汽温度不可太高。
4.1.2重铬酸盐封闭
此法适宜于封闭硫酸溶液中阳极氧化的膜层及化学氧化的膜层,用本方法处理后的氧化膜显黄色,耐蚀性高,但不适用于装饰性使用。这种方法的实质是在较高的温度下,使氧化膜和重铬酸盐产生化学反应,反应产物碱式铬酸铝及重铬酸铝就沉淀于膜孔中,同时热沉淀使氧化膜层表面产生水化,加强了封闭作用,故可认为是填充及水化的双重封闭作用。通常使用的封闭溶液为5%-10%的重铬酸钾水溶液,操作温度为90-95℃,封闭时间为30min,沉淀中不得有氯化物或硫酸盐。
4.2封闭处理工艺的改进
4.2.1常温封闭的研究
常温封闭具有节能、封闭时间短及封孔效果好等优点,己得到广泛的认可及接受。
常温封闭液配方及工艺条件如下:
醋酸镍 5-8g/L
氟化钠 1-1.5g/L
表面活性剂 0.3-0.5g/L
添加剂A 3g/L
pH值 5.5-6.5
T 25-60℃
t 10-15min
常温封闭工艺所获得的封闭膜具有紧密的结构及优良的耐蚀性能。和沸水封闭方法比较,具有速度快、节约能源、操作简单、原料来源方便等优点。封闭时间越长,其性能越好。
4.2.2水解盐封闭法
水解盐封闭法,又称钝化处理。目前在国内应用较广泛,主要用于染色后膜封闭,其封闭机理是易水解的钴盐与镍盐被氧化膜吸附后,在阳极氧化膜微细孔内发生水解,产生氢氧化物沉淀将孔封闭。工艺配方为:
NiSO4·7H2O 4-5g/L
CoSO4·7H2O 0.5-0.8g/L
H3BO3 4-5g/L
NaAc·3H2O 4-6g/L
pH值 4-6
T 80-85℃
t 15-20min
此法克服了沸水封闭的许多缺点,封孔质量达到了国家标准。
4.3微弧阳极氧化
微弧阳极氧化又称微等离子体氧化或阳极火花沉淀,是阳极氧化技术的发展,它使用比普通阳极氧化高的电压。微弧阳极氧化突破传统阳极氧化的限制,将Al、Ti、Ta等金属或其合金置于电解液中,利用电化学方法,使该材料表面微孔中产生火花放电斑点,在热化学、等离子体化学和电化学共同作用下,生成陶瓷膜层的阳极氧化方法。放电过程中,每平方厘米铝阳极表面约有105个火花存在,放电时瞬间温度可达8000K以上,生成一种性能类似于烧结碳化物的陶瓷膜。此氧化膜硬度特高,耐磨,绝缘电阻高。在特殊电解液中氧化还可以形成不同色调花纹的瓷釉质感的铝表面,既可作高等装饰材料又可作功能膜,如汽车活塞环、电子工业的绝缘层等。微弧阳极氧化技术采用高电压,大电流的工作方式,在制取多功能保护涂层方面获得越来越广泛的应用,在航天、航空、机械、电子、纺织等工业领域有广阔的应用前景。
4.3.1微弧阳极氧化陶瓷膜层的性能研究
卢立红等人采用脉冲电源,对发动机活塞用铝合金(ZL108)基体进行了微弧氧化处理。
工艺流程为:除油→去离子水漂洗→微弧氧化→自来水冲洗→自然干燥。电解液主要成分为柠檬酸三钠和磷酸钠。微弧氧化电压:工作电压可调,起始击穿电压为80V,最高工作电压为230V。实验表明,微弧氧化膜层表面粗糙度高于一般电镀层和阳极氧化层,远低于各种喷涂层。随着电流密度及强化时间的增加,膜层的表面粗糙度增大。最初随着电流密度的增加,所获得膜的硬度也增加,超过8A/dm2以后,膜层硬度趋于稳定。经微弧氧化后,耐磨性提高了3-4倍。
4.3.2微弧阳极氧化技术的改进
4.3.2.1微弧氧化自润滑陶瓷覆层
陶瓷层的弱点是摩擦系数高,对磨件磨损加剧。采用一步法电化学方法进行了微弧氧化陶瓷层摩擦学改性研究。采用自制专用脉冲电源,基体材料为ZL108,以碱性微弧氧化电解液为基础,溶入适量硫代钼酸铵及相应添加剂。实验表明,采用微弧氧化后,在铝合金表面一步法共生合成了自润滑陶瓷涂层,其摩擦系数由一般微弧氧化涂层的0.8-1.2降至0.2-0.5,用此工艺制备的摩擦副摩擦学性能显着改善,延长了使用寿命。
4.3.2.2微弧氧化陶瓷层石墨相
采用在微弧氧化过程中同步沉积石墨相的方法可提高陶瓷层的减摩性能,对其进行磨损实验,基体材料为ZL108,所用电解液为NaOH溶液,向原电解液中加入的减摩离子为石墨,同时电解的温度不超过40℃。搅拌使石墨离子悬浮。实验表明,在电解液中加入石墨的方法对ZL108进行微弧氧化的同时,在陶瓷层中同步沉积了石墨第二相,实现了对铝合金微弧氧化陶瓷层减摩改性的目的。
5、阳极氧化技术的展望
铝及铝合金阳极氧化技术以提高氧化速度和硬度为发展方向。为提高氧化速度和综合性能建议采用带有脉冲波的EOE-88系列脉冲电源,其输出电压和电流中脉冲成分丰富,相当于每秒有300个小脉冲波叠加在直流波上,成膜速度快。对于厚膜氧化,可采用频率为3-13.3Hz的“快脉冲”电源,充分发挥节电、提高速度和硬度的优势。这种电源在氧化膜为12μm以下时优点不明显。
复合阳极氧化作为一种新型的阳极氧化技术,分别在硫酸、草酸和磷酸三钠电解液中添加如Fe3O4、CrO2、TiO2等磁性粉体,Al2O3、SiC、SiN等超硬粉体和石墨等导电性粉体(微米级),使其悬浮于电解液中进行阳极氧化。该工艺具有操作容易、设备简单、成本低等优点,与常规阳极氧化比较,其氧化速度、操作温度上限和膜层性能有显着提高。日本的吉村长藏等首先进行了这方面的研究,结果表明,有的粉体可提高膜层硬度,有的粉体可降低氧化槽压,有的粉体则可增加膜层厚度。新近的研究结果表明:Al2O3粉体可使铝在H3PO4溶液中的氧化膜的硬度和耐蚀性提高一倍以上,因而具有广阔的研究前途。
添加剂的研究目前十分活跃,添加剂品种繁多,作用机理也不尽相同,添加剂的有效作用使其具有巨大的市场潜力。
综上所述,铝及其合金阳极氧化出现了许多新工艺,但也受到各种表面处理方法的挑战,预计在未来10年内,阳极氧化技术仍将是主要的表面处理方法,但工艺技术要不断提高才能长期占主导地位。 |
铝合金表面特性对其胶接性能影响的研究进展
王询, 林建平  [](mailto:jplin58@tongji.edu.cn), 万海浪
**摘要**: 不同的表面处理方法会导致铝合金表面的表面理化特性发生改变,从而对铝合金板材与胶黏剂的界面结合强度以及胶接接头的耐腐蚀性能有很大的影响。本文从铝合金表面粗糙度、微观织构、表面氧化层和涂层化学特性等方面入手,对铝合金胶接接头的界面强度和耐腐蚀性能影响的研究现状进行了综述。探讨了铝合金胶接研究发展趋势,并认为铝合金表面理化特性的参数化表征以及表面特性与胶接性能的关系模型建立等方面是今后研究的重要方向。
**关键词**: 铝合金 表面特性 胶接接头 界面强度 耐腐蚀性能
Research Progress in Effect of Aluminum Surface Properties on Adhesively Bonded Performance
WANG Xun, LIN Jian-ping [](mailto:jplin58@tongji.edu.cn), WAN Hai-lang
**Abstract**: Surface physicochemical properties of aluminum alloy can be changed by different surface treatment methods, which determines the performance of adhesively bonded joints. This paper reviews the research status on the interfacial bonding strength and corrosion resistance of adhesively bonded aluminum alloys joints from the perspectives of surface roughness, surface micro-structure, surface oxide and coated chemistry properties. Then the problems and development of adhesively bonded aluminum alloys are discussed. The characterization of the aluminum surface physical and chemical properties and the relation model between the surface properties and the adhesive performance are considered to be focused directions for the further research.
**Key words**: aluminum alloy surface property adhesively bonded joint interfacial strength corrosion resistance
铝合金以其高强度比和易加工性而广泛应用于汽车和航空领域[[1](https://html.rhhz.net/CLGC/html/20170819.htm#b1)-[3](https://html.rhhz.net/CLGC/html/20170819.htm#b3)],但由于铝合金的电阻低,还易与点焊电极发生相互作用,铝合金的点焊连接并不容易实现。因此,作为一种连续连接技术,具有承载面积大、应力分布均匀、疲劳性能好、吸能性能优良、制造维修成本低等优点,胶接成为铝合金焊接的重要替代连接方式。以波音767为例,其飞机机体上由胶黏剂连接的结构件已超过60%,胶接零部件连接面积在1225m2左右[[4](https://html.rhhz.net/CLGC/html/20170819.htm#b4)]。而随着胶黏剂不断改进,铝合金胶接结构不仅具有轻量化,比强度和比刚度高等优势,而且还能显著提高结构件的连接效率,在汽车工业轻量化发展趋势下有着广阔的应用前景。
由于铝合金板材在成形与制造过程中所产生的油污等表面吸附物及其自身疏松氧化层表面会对其胶接结构强度造成不利影响[[5](https://html.rhhz.net/CLGC/html/20170819.htm#b5)]。因此,在胶接结构件制作过程中铝合金表面处理成为重要环节[[6](https://html.rhhz.net/CLGC/html/20170819.htm#b6)-[8](https://html.rhhz.net/CLGC/html/20170819.htm#b8)],而不同的表面处理方式,包括机械处理[[9](https://html.rhhz.net/CLGC/html/20170819.htm#b9), [10](https://html.rhhz.net/CLGC/html/20170819.htm#b10)],化学刻蚀[[11](https://html.rhhz.net/CLGC/html/20170819.htm#b11)],等离子处理[[12](https://html.rhhz.net/CLGC/html/20170819.htm#b12), [13](https://html.rhhz.net/CLGC/html/20170819.htm#b13)]以及激光处理[[14](https://html.rhhz.net/CLGC/html/20170819.htm#b14)]都会导致铝合金表面的物理结构和化学特性发生不同程度的改变,而直接影响其胶接界面强度。另外,由于水分子等腐蚀介质在接头区域的扩散会在板材和胶层的界面结合处发生腐蚀,从而导致铝合金胶接接头在长时间的腐蚀暴露环境下其表面理化特性发生变化和界面强度的退化,最后体现为接头强度的下降和失效模式的转变[[15](https://html.rhhz.net/CLGC/html/20170819.htm#b15), [16](https://html.rhhz.net/CLGC/html/20170819.htm#b16)]。
不同方式的表面处理和环境暴露等外界因素都会导致铝合金表面特性发生改变,因此了解铝合金表面物理和化学特性对于其胶接界面强度的影响机制,探索物理特性和化学特性对其胶接界面强度的关系模型是明确铝合金胶接界面黏合机理的关键。但目前的研究热点多集中于铝合金表面处理的工艺与参数的优化,相关综述也主要侧重于胶接黏合理论的讨论[[5](https://html.rhhz.net/CLGC/html/20170819.htm#b5)],而关于其表面理化特性的控制影响研究并未见系统的综述。由此,本文在相关文献的基础上,从铝合金表面粗糙度与微观织构、铝合金表面氧化层与涂层化学特性以及环境暴露下铝合金表面特性等3方面对其胶接接头强度影响的研究进展进行综述,并就国内外进一步研究方向进行了讨论。
**1 铝合金表面宏观粗糙度及微观织构对其胶接强度的影响研究**
胶接结构的界面强度主要取决于胶黏剂自身特性与被黏物的表面特性,而在胶黏剂确定的前提下板材的表面特性是决定其界面结合强度的关键因素。铝合金的表面粗糙度和微观织构是描述其表面物理特性的最基本特征,同时该物理特征直接决定了胶接界面的结合面积和表面的润湿性能,近20年来,很多学者对于铝合金物理表面特征对胶接性能的影响做了大量的研究,研究主要集中在铝合金表面宏观粗糙度和微观织构两个方面。
**1.1 铝合金表面宏观粗糙度对其胶接强度的影响**
机械处理由于具有便捷性和低成本等优势,而成为目前铝合金胶接表面处理最为普遍的方式。然而,不同的机械处理方式(抛光处理,砂纸打磨,表面刻痕)会产生不同形式的表面粗糙度从而直接影响了铝合金胶接接头的界面强度与结构可靠性[[17](https://html.rhhz.net/CLGC/html/20170819.htm#b17)-[20](https://html.rhhz.net/CLGC/html/20170819.htm#b20)]。如Borsellino等[[21](https://html.rhhz.net/CLGC/html/20170819.htm#b21)]对不同表面粗糙度的AA6082铝合金和4种典型结构胶胶接接头的剪切强度进行了实验研究,胶黏剂采用两种邻苯聚酯胶,一种乙烯基酯树脂胶以及一种环氧树脂胶。通过P180型号和P40型号的砂纸控制其粗糙度,分别得到*R*a值为1.10*μ*m和2.35*μ*m处理后的表面,而未经过打磨处理的表面粗糙度为0.33*μ*m。通过接触角测试实验,研究者比较了不同胶黏剂在不同粗糙度的铝合金表面的润湿性,其中除去乙烯基酯树脂外,其余3种胶黏剂与铝合金表面的接触角都随着表面粗糙度的增大而增大。4种胶黏剂中乙烯基酯树脂胶具有最好的润湿性,在实验范围内随着粗糙度增大其润湿性能更是明显提升。4种胶黏剂制成的单搭接头强度实验结果显示(见[图 1](https://html.rhhz.net/CLGC/html/20170819.htm#Figure1)),当铝合金表面*R*a值在0.33~1.10*μ*m范围内4种胶黏剂对应接头的剪切强度随着表面粗糙度增大均有所提升,但当粗糙度超过这一范围,环氧树脂胶接接头强度反而出现下降趋势。
| 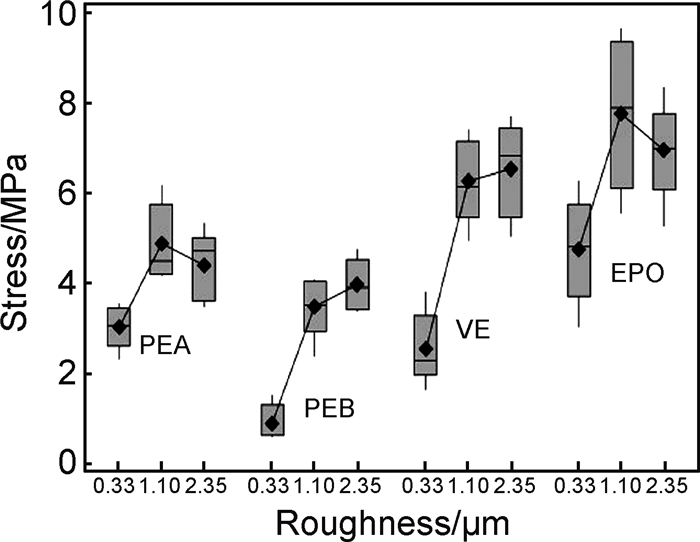 | 图 1 不同粗糙度表面铝合金胶接接头强度变化图[[21](https://html.rhhz.net/CLGC/html/20170819.htm#b21)]Fig. 1 Joint strength of adhesively bonded aluminum with different roughness[[21](https://html.rhhz.net/CLGC/html/20170819.htm#b21)] |
| ------------------------------------------------------------ | ------------------------------------------------------------ |
| [图选项](https://html.rhhz.net/CLGC/html/20170819.htm#rhhz) | |
近期,为更好地理解表面粗糙度对铝合金表面润湿性以及胶接剪切强度的影响规律,在Boutar等[[22](https://html.rhhz.net/CLGC/html/20170819.htm#b22)]的研究工作中,利用3种典型的粗糙度统计值(*R*a, *R*z, *R*q)来表征铝合金表面粗糙状态。胶黏剂采用的是聚氨酯单组分胶,并采用1000,180,50,3种不同目数的砂纸对铝合金基板进行打磨获得不同粗糙度的表面。总结实验结果(见[图 2](https://html.rhhz.net/CLGC/html/20170819.htm#Figure2))可知,相比于原始板表面,胶接接头剪切强度在粗糙度为0.6*μ*m时得到最大的剪切强度为3.97MPa,在该范围内接触角由74.6°下降到62°,研究者认为在该范围内剪切强度的提升是由于表面形成的锁合结构造成的。然而在达到其强度峰值后胶接接头的剪切强度开始逐步下降,同时其表面接触角也由62°增加到80.3°,该变化可能是由于表面的粗糙形貌阻碍了胶黏剂在其表面的铺展。因此,液态的胶黏剂并未充分地渗透到铝板表面的沟槽结构中,从而在胶层与板材的界面间形成了气孔与间隙,导致其接触不充分而强度下降。该现象与Saleema等[[23](https://html.rhhz.net/CLGC/html/20170819.htm#b23)]的相关研究结果趋势基本吻合。而Pereira等[[24](https://html.rhhz.net/CLGC/html/20170819.htm#b24)]在胶接接头制造工艺对其剪切强度影响的研究中表明,经过不同表面处理后铝合金表面粗糙度*R*a值在5~20*μ*m范围内,而接头强度随着粗糙度增大而明显下降。以上实验说明,铝合金表面粗糙度不仅直接决定着胶接接触面积,同时也对其润湿性能有一定影响,而强度变化显示粗糙度对铝合金胶接界面强度的影响存在一定的合理范围和区间。
| 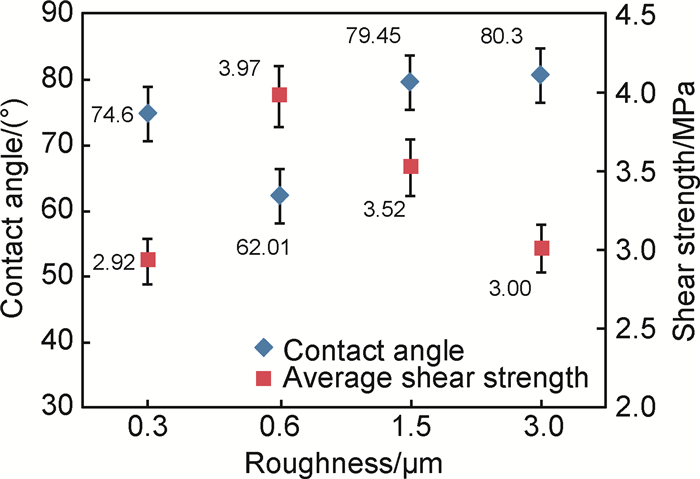 | 图 2 不同表面粗糙度铝合金对应接头强度与接触角[[22](https://html.rhhz.net/CLGC/html/20170819.htm#b22)]Fig. 2 Average shear strength and contact angles for aluminum alloy with different surface roughness[[22](https://html.rhhz.net/CLGC/html/20170819.htm#b22)] |
| ------------------------------------------------------------ | ------------------------------------------------------------ |
| [图选项](https://html.rhhz.net/CLGC/html/20170819.htm#rhhz) | |
分析相关文献发现,粗糙度对胶接界面强度影响研究不仅局限于铝合金材料,其他金属材料的相关研究也有一定的参考价值。Rudawska[[25](https://html.rhhz.net/CLGC/html/20170819.htm#b25)]利用不同的机械打磨方法(包括磨削,研磨和超精抛光)对C45钢板表面进行处理获得不同粗糙度表面,发现机械打磨后钢板胶接接头剪切强度相比于仅仅脱脂处理的钢板表面都有一定的提高,但提高幅度与粗糙度大小并无显著相关性。而Shahid和Hashim[[26](https://html.rhhz.net/CLGC/html/20170819.htm#b26)]的研究表明表面粗糙度增加对钢板与环氧树脂胶黏剂胶接接头的剥离强度有着明显的提升作用。
**1.2 铝合金表面微观织构对其胶接强度的影响**
除了宏观粗糙度的影响,铝合金表面的微纳米织构对其表面润湿性和胶接性能影响也是相关研究人员关注的重点。Rider等[[27](https://html.rhhz.net/CLGC/html/20170819.htm#b27)]对铝合金表面抛光和碱溶液刻蚀后进行不同时间的沸水浸泡处理,获得到如[图 3](https://html.rhhz.net/CLGC/html/20170819.htm#Figure3)所示的微米级别的孔洞结构。通过接头强度测试发现,相比于原始胶接接头沸水处理后的铝合金环氧树脂接头有着显著的强度提升,同时接头耐久性也明显提高。对比其与环氧树脂胶接强度发现,水温在80~100℃范围内,浸泡时间在4~60min内可以得到最优胶接性能。
|  | 图 3 不同沸水浸泡时间得到的铝合金表面组织[[27](https://html.rhhz.net/CLGC/html/20170819.htm#b27)] (a)30s;(b)60min;(c)240minFig. 3 High-resolution SEM micrograph of boiling water treatment of aluminum for different time[[27](https://html.rhhz.net/CLGC/html/20170819.htm#b27)] (a)30s;(b)60min; (c)240min |
| ------------------------------------------------------------ | ------------------------------------------------------------ |
| [图选项](https://html.rhhz.net/CLGC/html/20170819.htm#rhhz) | |
Feng等[[28](https://html.rhhz.net/CLGC/html/20170819.htm#b28)]通过溶胶凝胶法在铝合金表面生成聚乙烯醇莲花瓣结构,如[图 4(a)](https://html.rhhz.net/CLGC/html/20170819.htm#Figure4), [(b)](https://html.rhhz.net/CLGC/html/20170819.htm#Figure4)所示。随后在浓度为15%(质量分数)的聚苯乙烯溶液中对该表面进行修饰,制备了聚苯乙烯仿花瓣结构表面,如[图 4(c)](https://html.rhhz.net/CLGC/html/20170819.htm#Figure4), [(d)](https://html.rhhz.net/CLGC/html/20170819.htm#Figure4)所示。其表面微米级别的均匀仿花瓣状结构改善了铝合金表面的疏水性,并表现出极高的表面黏附性。Grignard等[[29](https://html.rhhz.net/CLGC/html/20170819.htm#b29)]在电压为20V,电流0.8mL/h条件下,通过氟化聚合物溶液的静电纺丝工艺在铝合金表面制备了双层微纳米结构,其表面呈现出超疏水性和较好的黏附性能。Wu等[[30](https://html.rhhz.net/CLGC/html/20170819.htm#b30)]利用不同脉冲能量的激光对6022铝合金进行了表面处理,结果发现在较低的能量脉冲下激光仅对铝合金表面的污染物进行了清除而对板表面的物理形貌并未产生明显变化,而高能量脉冲激光则会产生微米级别的毛绒状全新氧化层。此外,通过接头强度测试对比,发现高能激光处理后接头强度提升接近25%,高于低能量处理的接头。值得注意的是,尽管铝合金在高能量激光烧蚀后出现了粗糙织构,但其氧化层的化学变化也可能是界面强度变化的重要因素。
|  | 图 4 铝合金超疏水表面微观结构与接触角[[28](https://html.rhhz.net/CLGC/html/20170819.htm#b28)](a),(b)聚乙烯醇莲花瓣结构扫描电镜图;(c), (d)聚苯乙烯仿花瓣结构扫描电镜图Fig. 4 Microstructures and contact angles of the hydrophobic aluminum surface[[28](https://html.rhhz.net/CLGC/html/20170819.htm#b28)](a), (b)SEM images of the duplicated PVA film with inverse petal structures; (c), (d)SEM images of the duplicated PS film with the similar petal surface structures |
| ------------------------------------------------------------ | ------------------------------------------------------------ |
| [图选项](https://html.rhhz.net/CLGC/html/20170819.htm#rhhz) | |
为了得到可控的微观表面织构,熊其玉等[[31](https://html.rhhz.net/CLGC/html/20170819.htm#b31)]利用激光微雕织构技术,通过控制微凹坑形状、深度和间距等参数,研究了工况条件及固体表面微观结构对其表面润湿性能的影响规律及其表面三维形貌特征参数与其润湿性的关联性。结果发现在*R*a值大致相同的铝合金表面,微结构的形状和方向均会影响其表面的润湿性能。可以看出在铝合金表面宏观粗糙度相近的情况下,铝合金表面的微观织构的尺度大小、表面织构的形状与方向均会影响其表面的润湿性能与胶接强度,说明在宏观尺度、介观尺度以及微观尺度,物理织构对其界面结合的作用机理并不能一概而论。
总结相关研究发现,铝合金及其他金属材料的表面物理形貌和粗糙度大小对其胶接强度有着不同程度的影响,但并未形成统一的结论。其主要观点可分为两类:一类观点认为粗糙度增加对金属胶接有利,原因在于粗糙度可增加胶黏剂和基板的接触面积,并且能在界面结合处产生机械锁合力;另一类认为粗糙度的存在反而不利于胶在板表面的润湿与铺展尤其是对于黏度较大的胶黏剂,并且由于界面几何不规则性可能导致接触处的应力集中而使得失效提前产生。目前关于铝合金表面粗糙度大小和微纳结构对铝合金胶接的界面强度的影响规律和作用机理还没有明确定论,而且不同的处理方式可能会导致铝合金表面氧化层的化学特性同时发生不同的变化。因此对于铝合金表面物理特性对其胶接性能的影响还需要进行深入系统的实验与理论研究。
**2 铝合金表面化学特性对其胶接界面强度的影响**
根据金属胶接界面吸附理论,胶黏剂与板材间的分子间作用力和可能存在的化学键力是构成了界面结合力的主要成分。而铝合金由于自身的活泼性,在自然环境中会形成氧化层以及在生产过程中的表面涂层均会直接影响铝合金表面的化学特性从而决定了其界面的结合强度。
**2.1 铝合金表面氧化层化学特性对其胶接强度的影响**
由于铝元素的活泼性,铝合金在暴露环境下极易生成一层厚度为数纳米的氧化层结构,但其表面氧化层的化学成分和晶格结构会随着环境变化和表面处理方法而产生区别。Van den Brand等[[32](https://html.rhhz.net/CLGC/html/20170819.htm#b32)]研究表明在经过表面处理后的铝合金原始氧化层被去除后会出现洁净且具有活性的氧化层,该氧化层对于有机分子有极强吸附力。但在通常情况下在涂胶前铝合金表面会暴露在空气中一段时间,空气中的水分子和有机分子在其表面吸附而影响其胶接性能。在其随后的研究中[[33](https://html.rhhz.net/CLGC/html/20170819.htm#b33)],作者利用红外光谱对预处理后的铝合金表面吸附物进行分析(见[图 5](https://html.rhhz.net/CLGC/html/20170819.htm#Figure5)),结果表明在实验室环境下放置20h之后其表面活性大幅下降,而在干燥环境暴露下铝合金表面氧化层的活性基本维持在原始水平。
|  | 图 5 铝合金板不同放置时间内表面红外光谱变化图[[33](https://html.rhhz.net/CLGC/html/20170819.htm#b33)]Fig. 5 FTIR-RAS spectra from aluminium substrates after ageing in ambient air for indicated periods[[33](https://html.rhhz.net/CLGC/html/20170819.htm#b33)] |
| ------------------------------------------------------------ | ------------------------------------------------------------ |
| [图选项](https://html.rhhz.net/CLGC/html/20170819.htm#rhhz) | |
Golru和Attar等[[34](https://html.rhhz.net/CLGC/html/20170819.htm#b34)]对不同的化学表面处理方法对AA1050铝合金与环氧涂层的黏附性能进行研究。处理方法包括:(1) 仅用丙酮清洗;(2) 丙酮清洗后5%的NaOH碱腐蚀处理;(3) 丙酮清洗后接5%的NaOH碱腐蚀再50%浓度的硝酸清洗。经过表面的SEM和EDS分析发现,相比后两种处理方式,由于原始氧化层的存在导致脱脂处理后的铝合金表面的氧含量最高。在碱处理后,由于NaOH对原始氧化层刻蚀导致氧化层退化,同时刻蚀产生氢氧化铝使得氧含量仍然维持在较高水平。在酸处理之后,表面碱刻蚀产生的氢氧化铝成分被去除导致氧元素明显减少,铝元素的含量得到明显提高。通过表面接触角测试测得脱脂处理的铝合金表面接触角为89.6°,经过碱刻蚀铝合金表面接触角略微减小,而计算相应的表面自由能有所增加,在经过酸清洗后其接触角显著减小而表面自由能有较大提升。最后,通过对搭接头对不同表面处理后的铝合金胶接强度进行测试发现,碱刻蚀后再用酸清洗的铝合金胶接接头有着最高拉伸强度,而单纯的碱刻蚀并未对强度有明显提升作用。
Prolongo和Urena[[35](https://html.rhhz.net/CLGC/html/20170819.htm#b35)]对A1050和A2024铝合金进行了不同方式的化学处理后与环氧接构胶进行胶接剪切强度实验,结果发现相比于NaOH溶液刻蚀和重铬硫酸刻蚀, 无铬硫酸的刻蚀表面具有更高的胶接强度。此外,他们还发现由于刻蚀所产生的刻蚀产物,Al-Cu-Mg合金板材相比于纯铝材有更好的胶接强度。国防科技大学的杨孚标等[[36](https://html.rhhz.net/CLGC/html/20170819.htm#b36)]采用磷酸阳极化方法对铝合金进行了处理并测试了其胶接性能,并研究了磷酸阳极化的工艺参数对胶接接头性能的影响。结果表明铝合金试片经过磷酸阳极氧化后在其表面生成极性较高的*γ*-Al2O3,该氧化层可以提高其在界面上与胶黏剂之间的色散力和范德华力,同时可能与胶黏剂中的极性基团之间形成共价键或其他化学结合。Sperandio等[[37](https://html.rhhz.net/CLGC/html/20170819.htm#b37)]利用氮氧混合等离子处理铝合金表面,获得的胶接接头强度和热力学性能相对于普通清洗的铝合金胶接接头有明显提升。并在对等离子处理工艺优化分析后得出,在氮氧混合比为4:1时在铝合金表面会出现更多的羟基基团,从而提升了板表面的自由能和极性分量。以上研究表明,在表面粗糙度相近的情况下,不同化学处理后铝合金表面所产生的全新氧化层及其表面的化学官能团直接影响胶黏剂分子在铝合金表面的吸附状态,从而导致了接头强度的变化。
**2.2 铝合金表面涂层化学特性对其胶接强度的影响**
早在1989年,Ahearn等[[38](https://html.rhhz.net/CLGC/html/20170819.htm#b38)]研究了磷酸缓蚀剂对铝合金胶接性能的影响,通过XPS分析表明铝合金表面氧化层与磷氧根间出现化学结合,从而提升了其界面强度。而在实际工业生产中,由于铬酸盐涂层处理具有良好的环境稳定性而被广泛应用于铝合金胶接的表面预处理[[39](https://html.rhhz.net/CLGC/html/20170819.htm#b39), [40](https://html.rhhz.net/CLGC/html/20170819.htm#b40)]。采用硅烷偶联剂对金属表面进行预处理是新兴的表面处理工艺,其环保性成为表面处理技术新的发展方向。Zain等[[41](https://html.rhhz.net/CLGC/html/20170819.htm#b41)]对比了碱刻蚀和沸水处理后的硅烷涂层两种方法对AA2024-T3铝合金的胶接接头强度的影响,处理后接头强度分别提高了54%和126%。而通过XPS分析发现在硅烷处理后的铝合金板表面出现Al—O—Si结合键,同时硅烷处理后的板表面润湿性有明显改善(见[图 6](https://html.rhhz.net/CLGC/html/20170819.htm#Figure6))。北京科技大学的张颖怀等[[42](https://html.rhhz.net/CLGC/html/20170819.htm#b42)]研究了硅烷处理的胶接接头的力学性能,分析了硅烷处理对涂层/金属界面力学性能的影响。硅烷处理的胶接接头静态粘接强度和疲劳性能均有提升,断面的分析显示接头的破坏形式虽然为界面断裂,但由于硅烷分子特殊的空间立体网状结构使得界面破坏为韧性断裂。Lunder等[[43](https://html.rhhz.net/CLGC/html/20170819.htm#b43)]对比了碱刻蚀和锆钛涂层对AA6060铝合金的胶接接头强度和耐久性的影响,研究发现相比于传统的碱刻蚀,锆钛涂层表现出更为优良的胶接性能。为排除铝合金表面的粗糙度对其胶接性能的影响,单独研究铝合金表面化学特性对其胶接性能的影响,Frenzel等[[44](https://html.rhhz.net/CLGC/html/20170819.htm#b44)]通过激光处理的脉冲频率和能量以获得相对一致的粗糙洁净表面。在此基础上,通过不同的聚合电解质涂层以获得不同的化学特性表面。比较发现,聚乙烯胺(PVAm)和聚醋酸烯丙酯(PAAc)电解涂层能在表面形成更高密度的官能团从而获得更稳定的胶接界面。
| 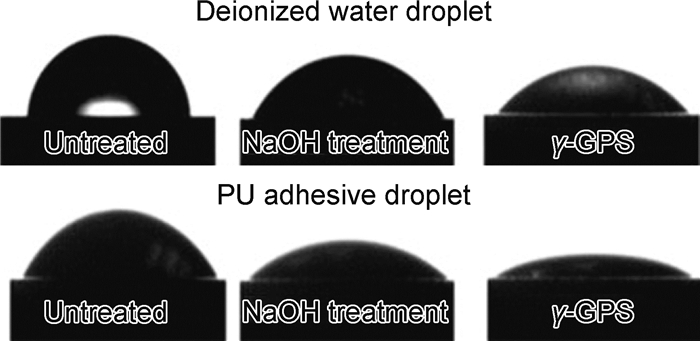 | 图 6 不同表面修饰的AA2024-T3铝合金表面接触角[[41](https://html.rhhz.net/CLGC/html/20170819.htm#b41)]Fig. 6 Contact angle deionized water and PU adhesive/AA2024-T3 with different surface treatments[[41](https://html.rhhz.net/CLGC/html/20170819.htm#b41)] |
| ------------------------------------------------------------ | ------------------------------------------------------------ |
| [图选项](https://html.rhhz.net/CLGC/html/20170819.htm#rhhz) | |
总结相关研究发现,铝合金表面的氧化层对外界环境十分敏感,其放置时间和暴露环境都会对其表面化学特性和吸附层产生不同程度的影响。为提高铝合金与环氧胶黏剂的结合性能,研究者也应用了不同的化学改性方法对其表面进行修饰,对其接头强度提升也有明显效果。但目前研究重点大多停留在表面改性方法上,对于铝合金表面氧化层及吸附层的化学特性对其胶接界面强度的影响机制缺乏深入系统的研究,而对于其关系还有待深层次地探索。
**3 铝合金表面特性对其胶接接头的耐腐蚀性能影响**
尽管铝合金胶接具有优良的力学性能与成本优势,但其在暴露环境下的耐久性问题却是制约其应用发展的重要因素,因此该问题受到研究者的持续关注。Brockmann等[[45](https://html.rhhz.net/CLGC/html/20170819.htm#b45)]研究指出,金属胶接接头在环境暴露下性能降级的机理是金属表面发生了电化学腐蚀,产生了酸性机制,即酸性降级机理。Datla等[[46](https://html.rhhz.net/CLGC/html/20170819.htm#b46)]和Ameli等[[47](https://html.rhhz.net/CLGC/html/20170819.htm#b47)]研究环境老化后胶接铝合金接头的疲劳性能,根据胶接结构中胶的腐蚀性能变化,预测了失效模式为内聚失效的接头寿命。Underhill等[[48](https://html.rhhz.net/CLGC/html/20170819.htm#b48)]研究了铝合金胶接接头暴露于水和亚硫酸盐溶液中,发现亚硫酸盐溶液由于降低了游离态的氧含量而降低了铝合金胶接接头的腐蚀速率。在Gude等[[49](https://html.rhhz.net/CLGC/html/20170819.htm#b49)]的研究中发现,相比于湿气对胶层物理化学特性的改变,腐蚀介质在胶与板材界面的扩散,导致损坏胶与金属基体的结合更具破坏性。
Fondeur等[[50](https://html.rhhz.net/CLGC/html/20170819.htm#b50)]利用FTIR红外光谱测试了阳极氧化前后铝合金胶接接头界面处水分扩散现象,发现在阳极氧化后界面处生成的是*γ*-AlOOH(水合氧化铝),而在未处理的铝合金胶接界面生成的氧化铝与铝合金直接暴露于湿热环境下的氧化层类似。Lunder等[[51](https://html.rhhz.net/CLGC/html/20170819.htm#b51)]研究了不同化学表面处理对铝合金胶接耐久性的影响,探索了在交流阳极化处理后AA6060铝合金板胶接接头的抗腐蚀性能,发现交流阳极化促使铝合金表面产生0.2*μ*m厚度的氧化层,提高了胶接接头抗腐蚀性。Lin等[[16](https://html.rhhz.net/CLGC/html/20170819.htm#b16), [52](https://html.rhhz.net/CLGC/html/20170819.htm#b52)]就铝合金胶接接头在盐雾环境下的性能变化进行了实验与分析,发现盐雾环境下铝合金胶接接头的剩余强度呈先上升再逐步下降的趋势(如[图 7](https://html.rhhz.net/CLGC/html/20170819.htm#Figure7)所示)。
|  | 图 7 盐雾环境下铝合金胶接接头剩余强度曲线[[16](https://html.rhhz.net/CLGC/html/20170819.htm#b16)]Fig. 7 Residual strength of adhesively bonded aluminum joints under salt exposure[[16](https://html.rhhz.net/CLGC/html/20170819.htm#b16)] |
| ------------------------------------------------------------ | ------------------------------------------------------------ |
| [图选项](https://html.rhhz.net/CLGC/html/20170819.htm#rhhz) | |
Hadavinia等[[53](https://html.rhhz.net/CLGC/html/20170819.htm#b53)]研究了3种不同的表面处理(喷丸和去脂GBD、铬酸刻蚀CAE、磷酸阳极化PAA)后铝合金胶接接头在干、湿环境中的疲劳性能,结果发现,GBD处理后的接头在湿环境中由于铝板发生腐蚀而疲劳性能急剧下降;而CAE和PAA处理后的铝合金接头疲劳性能没有变化。Zhang等[[54](https://html.rhhz.net/CLGC/html/20170819.htm#b54)]通过实验和仿真结合的手段研究了铝合金与钢板异种金属胶接在环境暴露下的力学特性变化,发现湿热环境暴露后钢/铝胶接接头界面性能退化导致接头强度急剧下降。Jiang等[[55](https://html.rhhz.net/CLGC/html/20170819.htm#b55)]通过拉拔实验、盐雾腐蚀、电化学阻抗谱等方法分析了添加硅烷偶联剂的环氧树脂涂层与AA2024铝合金胶接体系的耐腐蚀特性的研究。结果表明(如[表 1](https://html.rhhz.net/CLGC/html/20170819.htm#Table1)所示),不论是活性硅烷偶联剂还是非活性硅烷偶联剂,其表面涂层不仅提升了环氧树脂本身的交联结构而且有效提升了界面的结合强度,降低了体系的吸水量从而有效改善了铝合金环氧树脂胶黏剂体系的耐腐蚀性能。Del Real等[[56](https://html.rhhz.net/CLGC/html/20170819.htm#b56)]通过控制硅烷处理的pH值、*γ*-MPS溶液浓度以及烘干温度等处理参数以研究其对铝合金胶接接头的耐久性。实验结果发现溶液pH值和烘干温度均无明显影响,而其接头耐久性在*γ*-MPS浓度为0.1%时有最优效果,并随着其浓度增加而降低。
表 1 APS和BTSE硅烷处理环氧涂层在3.5%盐溶液(质量分数/%)中暴露10天后的干湿胶接强度对比[[55](https://html.rhhz.net/CLGC/html/20170819.htm#b55)]Table 1 Dry and wet adhesion strength of epoxy coating doped with APS and BTSE silanes after immersion in 3.5%NaCl solution (mass fraction/%) for 10 days[[55](https://html.rhhz.net/CLGC/html/20170819.htm#b55)]
| Sample | Dry adhesion strength/ (N·cm-2) | Wet adhesion strength/(N·cm-2) |
| ----------------- | ------------------------------- | ------------------------------ |
| Al/epoxy | 165.64 | 66.60 |
| Al/1.0%APS+epoxy | 264.70 | 240.06 |
| Al/2.5%BTSE+epoxy | 239.98 | 210.90 |
[表选项](https://html.rhhz.net/CLGC/html/20170819.htm#rhhz)
总结相关研究发现,环境暴露下铝合金胶接头存在着不同程度的界面性能退化和接头强度下降等问题,相关研究人员也尝试通过不同的表面处理方法提高其界面的耐腐蚀性能。但由于对铝合金/环氧树脂界面的微观观察与分析不够,对于铝合金表面在环境暴露过程中的表面理化特性演化过程至今还不明晰,其界面强度的退化机理主要用经验推测,因此还需要进行更深入系统的理论和技术研究。
**4 结束语**
综上所述,国内外学者从铝合金表面的物理特性和化学特性入手,研究了铝合金表面的物理特性和化学特性对铝合金胶接接头界面强度和耐腐蚀性能的影响,为铝合金胶接的界面黏合机理提供了一定的解释。但目前铝合金表面的理化特性对其胶接性能的影响还需要在以下方面进行进一步深入研究:
(1) 目前铝合金表面理化特性对其胶接接头强度影响的研究还未形成完整系统的解释,研究对象主要停留在铝合金表面处理工艺优化和方法比较等方面,而对其界面影响机理的研究还需要进一步深入与完善。
(2) 对于铝合金表面理化特性的参数化表征还不充分,研究铝合金表面理化特性与其胶接强度的关系,以对胶接接头强度进行准确校核与预测是今后研究的另一方向。
(3) 铝合金表面理化特性对其胶接接头的耐腐蚀性能影响还不明晰,尤其是环境暴露下铝合金胶接界面的演化规律和腐蚀介质的扩散机理需更深入的研究。
总之,铝合金表面理化特性对其胶接接头界面强度和耐腐蚀性能的研究虽然已经取得了较大的进展,但还存在诸多问题需要研究,而其理论研究的深入对促进胶接技术的应用与发展有着重要意义。 |
## 工艺参数对2195铝锂合金阳极氧化膜的耐蚀性影响
肖金涛1, 陈妍1, 邢明秀1, 鞠鹏飞[](mailto:jupengfei10@163.com),1, 孟引根1, 王芳2
\1. 上海航天设备制造总厂有限公司 上海 200245
\2. 上海航天技术研究院 上海 201109
## Effect of Process Parameters on Corrosion Resistance of Anodizing Film on 2195 Al-Li Alloy
XIAO Jintao1, CHEN Yan1, XING Mingxiu1, JU Pengfei[](mailto:jupengfei10@163.com),1, MENG Yingen1, WANG Fang2
\1. Shanghai Aerospace Equipments Manufacturer, Shanghai 200245, China
\2. Shanghai Academy of Spaceflight Technology, Shanghai 201109, China

**摘要**
以2195铝锂合金为研究对象,研究了硫酸阳极氧化技术中硫酸浓度、氧化电压和氧化时间对新型铝锂合金阳极氧化膜的微观形貌、厚度和耐腐蚀性影响,并确定了合适的制膜工艺。利用扫描电镜分析氧化膜的表面微观形貌和厚度,利用电化学工作站评估氧化膜的耐腐蚀性能,并对其腐蚀机理进行探究。结果表明:随着硫酸浓度的增加,氧化膜成膜速率先增加后减少;随着氧化电压的增加,氧化膜的电压增加,氧化膜膜厚依次增加,但是当电压过高时,会发生“起灰”现象;随着氧化时间的增加,氧化膜的厚度依次增加,当氧化时间达到30 min后,氧化膜成膜速率增加;当硫酸浓度为180~200 g/L,温度为14 ℃,氧化电压为14 V,氧化时间为50 min时,氧化膜具有最好的耐腐蚀性。
**关键词:** 阳极氧化 ; 2195铝锂合金 ; 氧化膜 ; 耐腐蚀性
**Abstract**
The effect of sulfuric acid concentration, applied voltage and oxidation time on the corrosion resistance of anodizing film of 2195 Al-Li alloy was studied. The surface morphology, thickness and corrosion resistance of the oxide film were characterized by scanning electron microscopy (SEM) and electrochemical workstation. The results show that as the concentration of sulfuric acid increases, the formation rate of the oxide film increases first and then decreases. With the increasing of applied voltage, the oxide film thickness increases in turn, but when the voltage is too high, the phenomenon of "ashing" will occur. As the oxidation time increases, the thickness of the oxide film increases sequentially. When the oxidation time reaches 30 min, the film formation rate increases. The anodizing film presents the best corrosion resistance, when anodizing process was performed with the following parameters: the sulfuric acid concentration is 180~200 g/L, the temperature is 14 ℃, the applied voltage is 14 V and the oxidation time is 50 min.
**Keywords:** anodic oxidation ; 2195 Al-Li alloy ; oxide film ; corrosion resistance
[PDF (6551KB)](https://www.jcscp.org/CN/article/downloadArticleFile.do?attachType=PDF&id=28149) [元数据](https://www.jcscp.org/CN/Y2019/V39/I5/431#AbstractTab) [多维度评价](https://www.jcscp.org/CN/Y2019/V39/I5/431#MetricsTab) [相关文章](https://www.jcscp.org/CN/Y2019/V39/I5/431#RelatedCitationTab) **导出** [EndNote](https://www.jcscp.org/CN/article/getTxtFile.do?fileType=EndNote&id=28149)| [Ris](https://www.jcscp.org/CN/article/getTxtFile.do?fileType=Ris&id=28149)| [Bibtex](https://www.jcscp.org/CN/article/getTxtFile.do?fileType=BibTeX&id=28149) [收藏本文](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#)
**本文引用格式**
肖金涛, 陈妍, 邢明秀, 鞠鹏飞, 孟引根, 王芳. 工艺参数对2195铝锂合金阳极氧化膜的耐蚀性影响. *中国腐蚀与防护学报*[J], 2019, 39(5): 431-438 DOI:[10.11902/1005.4537.2019.138](https://doi.org/10.11902/1005.4537.2019.138)
XIAO Jintao, CHEN Yan, XING Mingxiu, JU Pengfei, MENG Yingen, WANG Fang. Effect of Process Parameters on Corrosion Resistance of Anodizing Film on 2195 Al-Li Alloy. *Journal of Chinese Society for Corrosion and Protection*[J], 2019, 39(5): 431-438 DOI:[10.11902/1005.4537.2019.138](https://doi.org/10.11902/1005.4537.2019.138)
2xxx系列铝合金具有较低密度、较高比强度、优良的焊接性能、较好的加工成型性等一系列优点,已经在航空、航天、船舶、工业和兵器等领域获得广泛应用,因此铝合金的应用研究对我国的国防事业具有重大意义。在航天领域,铝合金常用于制作火箭和航天飞机的燃料箱、航天器的架构、骨架、外罩贮箱等[[1](javascript:;),[2](javascript:;),[3](javascript:;),[4](javascript:;)]。与2219,2A14合金相比,2195铝锂合金能够使结构质量减轻、结构刚度提高,可替代2219合金用于制造大型运载火箭的低温推进剂贮箱和液氧贮箱。据报道,美国采用2l95铝锂合金代替22l9 铝合金制造航天飞机燃料外贮箱,使贮箱减重5%,运载能力提高了3.4 t,节约成本约7500万美元[[1](javascript:;),[2](javascript:;)]。此外,美国用2195合金替代2219合金制造航天飞机外挂燃料箱,使得箱重由29.937 t减至3.629 t[[3](javascript:;)]。
2195铝锂合金为第三代新型铝锂合金[[5](javascript:;)],内部掺有Li、Mg、Cu、Ag等元素,这些元素以单质或金属间化合物的形态存在于铝合金中,显著影响铝锂合金的微观组织,并提高了铝锂合金的力学性能,但是这导致2195铝锂合金的耐腐蚀性能不够理想[[6](javascript:;),[7](javascript:;),[8](javascript:;),[9](javascript:;)]。此外,目前国内对于2195铝锂合金的表面防护相关的报道极少。因此,探索具有生产价值的2195铝锂合金的表面处理工艺是当前需要迫切解决的问题。
工业上常采用阳极氧化技术来提高铝锂合金的耐腐蚀性。阳极氧化液通常有硫酸体系、磷酸体系、草酸体系、铬酸体系和混合酸体系,不同电解液对氧化膜的阻挡层厚度、多孔层的孔直径和孔壁厚度等有不同的影响[[10](javascript:;),[11](javascript:;)]。从生产成本、阳极氧化膜的耐蚀性和化学染色考虑,采用硫酸作为电解液最适宜。本文在14 ℃对2195铝锂合金进行阳极氧化处理,探讨了硫酸浓度、氧化电压、氧化时间对阳极氧化膜微观形貌和耐腐蚀性能的影响。
## 1 实验方法
### 1.1 氧化膜的制备
本实验所采用的材料是8 mm×100 mm×190 mm的T8态不包铝的2195铝锂合金,其化学成分为:Cu 3.7~4.3,Li 0.8~1.2,Mg 0.25~0.8,Ag 0.25~0.6,Ti 0.1,Si≤0.15,Fe≤0.1,Al余量。阳极氧化液温度为14 ℃,阴极材料为铅板,采用压缩空气对阳极氧化溶液进行搅拌,重铬酸钾封闭15 min,阳极氧化液硫酸的浓度为:180~280 g/L,阳极化时间为20~50 min,采用10~22 V恒压阳极化。工艺流程为:砂纸打磨→蒸馏水清洗→冷风吹干→碱腐蚀 (NaOH 40 g/L,Na2CO3 30 g/L,温度50 ℃)→热水清洗→冷水清洗→酸洗出光 (HNO3,400 g/L)→冷水清洗→阳极氧化→冷水清洗→封闭 (K2Cr2O7,85 ℃)→冷水清洗→热水清洗→干燥→表征。
### 1.2 氧化膜结构及成分分析
采用FEI Quanta 200F型场发射扫描电子显微镜 (SEM) 分析阳极氧化膜的表面微观形貌和成分。在氧化膜断面上任取8个位置测量厚度,并对测试结果求算术平均值得到氧化膜的厚度。
### 1.3 氧化膜耐腐蚀性能测试
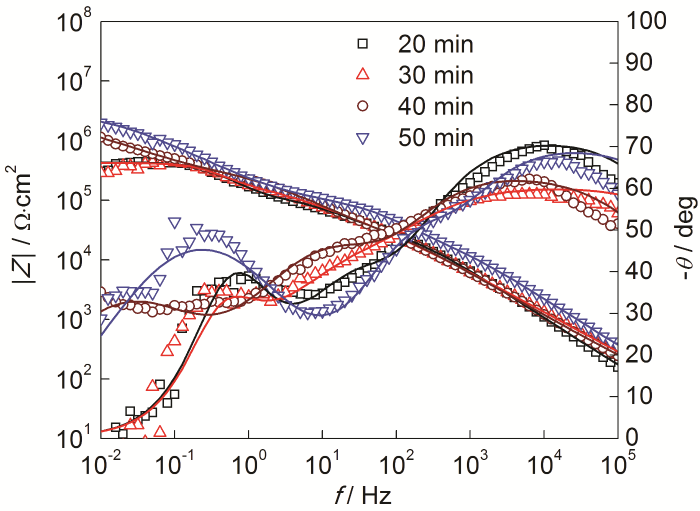
选用传统的三电极体系在P4000A型电化学站对阳极氧化膜的耐腐蚀性能进行评估。其中,Pt片为辅助电极,饱和甘汞电极为参比电极,试样为工作电极,试样有效面积为1.0 cm2。在温度为25 ℃时,将试样浸泡在3.5% (质量分数) NaCl溶液中,在进行电化学阻抗谱 (EIS) 和动电位极化曲线测试前需要对开路电位进行检测,以确保测试前值达到稳定状态。EIS测试的交流信号振幅为5 mV,频率变化为105~10-2 Hz,动电位极化曲线的扫描速率为5 mV/s。
## 2 结果与讨论
### 2.1 硫酸浓度对氧化膜形貌和厚度的影响
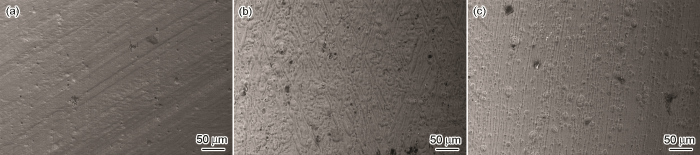
[图1](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F1)为在氧化电压14 V,氧化时间15 min,硫酸浓度分别为180~200,230~250和270~290 g/L条件下,2195铝锂合金阳极氧化膜的表面形貌。可以看到,不同硫酸浓度下获得的阳极氧化膜形貌不同。在较低浓度180~200 g/L的硫酸溶液中阳极氧化处理后,阳极氧化膜平整度提高,表面生成致密、均匀的膜。在浓度230~250 g/L的硫酸溶液中阳极氧化处理后,氧化膜的表面粗糙度最大,大量的纳米级小孔和微米级的凸起均匀地分布在氧化膜表面。在浓度270~290 g/L的硫酸溶液中阳极氧化处理后,氧化膜表面出现微米级的孔洞和较为明显的凸起。
### 图1
**图1 \**2195铝锂合金在不同浓度的硫酸溶液中阳极氧化后氧化膜的表面形貌\**
**
**Fig.1 \**Surface morphologies of oxide films formed on 2195 Al-Li alloy after anodization in sulfuric acid solutions of 180~200 g/L (a), 230~250 g/L (b) and 270~290 g/L (c)\**
**
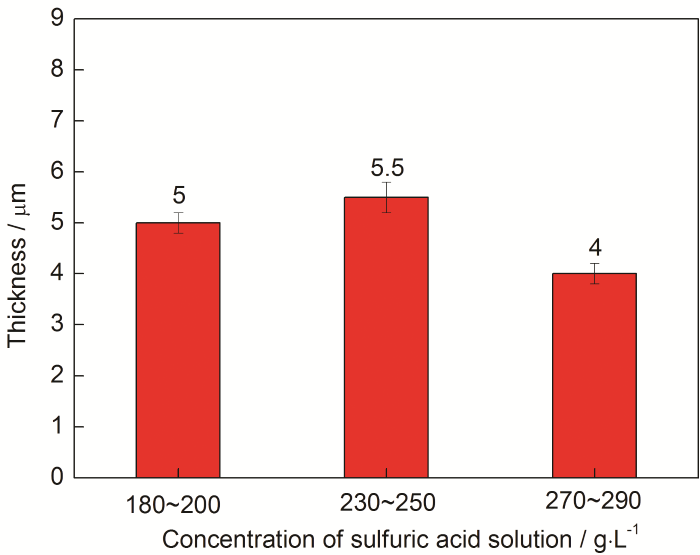
[图2](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F2)为2195铝锂合金在硫酸浓度分别为180~200,230~250和270~290 g/L条件下阳极氧化膜厚度。可以看出,不同硫酸浓度下制备的氧化膜厚度有较大的区别,其中硫酸浓度为230~250 g/L下制备的膜层最厚,达到5.5 μm。此外值得注意的是,硫酸浓度为270~290 g/L下制备的氧化膜厚度最小,为4 μm。氧化膜的厚度不随硫酸浓度的增加而增加,分析其原因可能是氧化膜在硫酸溶液阳极氧化成膜时,氧化膜的溶解和氧化膜的生成过程同时进行,当硫酸浓度为270~290 g/L时,氧化膜溶解速率较高,氧化膜成膜效率较低。
### 图2
**图2 \**2195铝锂合金在不同浓度的硫酸溶液中阳极氧化后的氧化膜厚度\**
**
**Fig.2 \**Thicknesses of oxide films formed on 2195 aluminum-lithium alloy after anodization in sulfuric acid soluti-ons with different concentrations\**
**
### 2.2 氧化电压对氧化膜形貌和厚度的影响
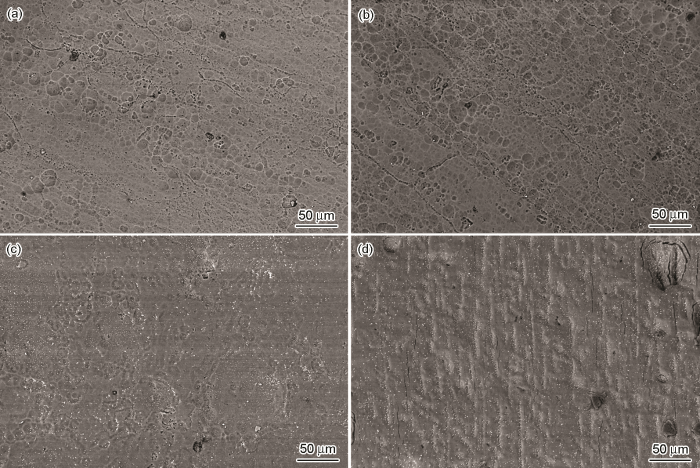
考虑到致密的氧化膜会有效阻止腐蚀介质与2195铝锂合金基底的接触,从而增强铝锂合金的耐蚀性,选用硫酸浓度为180~200 g/L,氧化时间为30 min,研究不同电压对氧化膜的微观形貌和厚度的影响。[图3](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F3)为氧化电压为10,13,16和19 V条件下形成的阳极氧化膜表面微观形貌。可以看到,当氧化电压为10和13 V时,阳极氧化膜表面出现大量凹坑,且凹坑分布不太均匀。随着氧化电压的增大,16 V下制备的阳极氧化膜的凹坑结构消失,氧化膜的平整度提高,表面生成致密、均匀的膜。19 V下制备的氧化膜表面出现少量微裂纹,且裂纹分布较为均匀,这可能是氧化过程中剧烈释放焦耳热产生的应力微裂纹。此外,22 V下制备的氧化膜部分区域出现“粉化”现象,膜层易被棉布擦掉。
### 图3
**图3 \**2195铝锂合金在不同氧化电压下阳极氧化后氧化膜的表面形貌\**
**
**Fig.3 \**Surface morphologies of oxide films formed on 2195 Al-Li alloy after anodization at different oxidation voltages: (a) 10 V, (b) 13 V, (c) 16 V, (d) 19 V\**
**
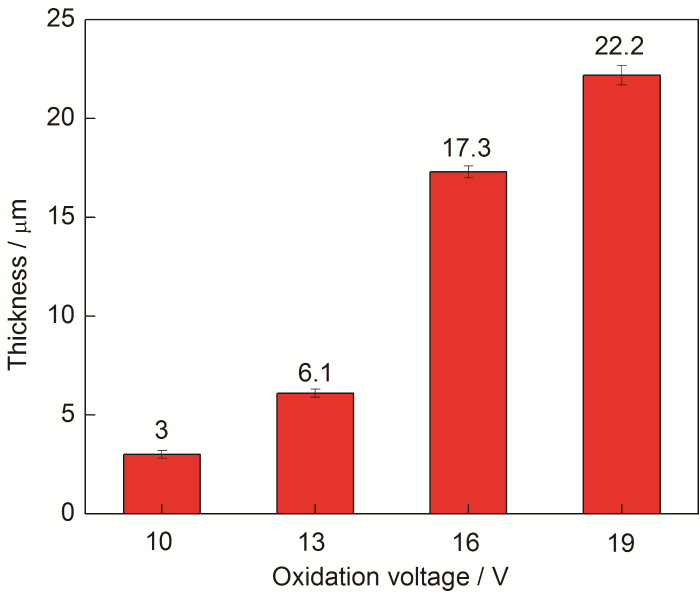
从[图4](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F4)可以看出,氧化膜的厚度在1.0~22.2 μm之间;随着氧化电压的升高,氧化膜厚度呈现非线性增加。在氧化电压为19 V时,氧化膜最厚,达到22.2 μm。值得注意的是,随着氧化电压从13 V增加至16 V后,氧化膜厚度从6.1 μm增加到17.3 μm,膜层厚度发生较大变化,相差11.2 μm。
### 图4
**图4 \**2195铝锂合金在不同氧化电压下氧化膜的厚度\**
**
**Fig.4 \**Thicknesses of oxide films formed on 2195 Al-Li alloy after anodization at different oxidation voltages\**
**
### 2.3 氧化时间对氧化膜形貌和厚度的影响
考虑到实际应用中需要的阳极氧化膜的厚度一般约为10 μm,选用硫酸浓度为180~200 g/L,氧化电压为14 V,研究氧化时间对阳极氧化膜微观形貌和厚度的影响。从[图5](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F5)中可以看出,氧化时间为20 min时形成的氧化膜表面较为平整;氧化时间为30 min后形成的氧化膜表面凹凸不平,表面的凹坑直径分布不均匀;氧化时间为40 min后形成的氧化膜表面最为平整,表面有较少的凹坑;氧化时间为50 min后形成的氧化膜表面有大量凹坑存在,且凹坑的孔径分布均匀。此外,这4种样品的表面均存在一定的孔洞。
### 图5
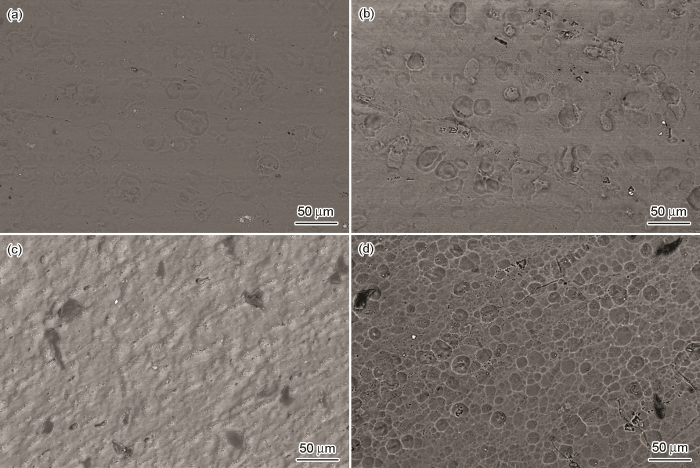
**图5 \**2195铝锂合金在氧化不同时间后阳极氧化膜表面形貌\**
**
**Fig.5 \**Surface morphologies of oxide films formed on 2195 Al-Li alloy after anodization for different time: (a) 20 min, (b) 30 min, (c) 40 min, (d) 50 min\**
**
[表1](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#T1)为2195铝锂合金在氧化时间为20~50 min下经硫酸阳极氧化处理后的表面成分。与未阳极氧化处理的2195铝锂合金表面成分相比,阳极氧化膜中Al含量约占37%,O约占46%,说明氧化膜的成分以Al的氧化物为主,Mg、Li、Ag、Cu等元素在阳极氧化膜表面消失。可能原因是:阳极氧化过程中,2195铝锂合金基体中的Mg含量较少不容易被检测到,Li较轻无法被检测到,而Cu和Ag具有极高的惰性,大部分会溶解在电解液中。因此,在阳极氧化膜中,未发现这些元素。此外,阳极氧化膜中出现了Cr、Na、S等新元素[[7](javascript:;),[8](javascript:;),[9](javascript:;)]。氧化膜中存在少量的Cr是因为阳极氧化膜采用重铬酸钾溶液封闭的缘故,重铬酸钾封闭过程中发生的反应式为:
**表1** 2195铝锂合金在不同氧化时间后阳极氧化膜表面成分 (mass fraction / %)
Table 1 Compositions of anodized film formed on 2195 Al-Li alloy after anodization for different time (mass fraction / %)
| Time / min | C | O | Al | S | Cr | Na |
| :--------- | :---- | :---- | :---- | :--- | :--- | :--- |
| 20 | 13.72 | 45.64 | 34.82 | 4.62 | 1.20 | --- |
| 30 | 12.36 | 45.81 | 36.80 | 3.97 | 1.06 | --- |
| 40 | 7.28 | 46.16 | 39.57 | 3.93 | 0.92 | 0.30 |
| 50 | 9.29 | 46.51 | 37.88 | 4.96 | 1.06 | 0.29 |
[新窗口打开](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431/T1.html)| [下载CSV](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431/T1.csv.zip)
2Al2O3+3K2Cr2O7+5H2O→2Al(OH)CrO4↓+2Al(OH)Cr2O7+6KOH
(1)
碱式铬酸铝、碱式重铬酸铝渗入膜的微孔,从而使得Cr进入阳极氧化膜内部。由于氧化膜中存在大量的孔洞,K残留在氧化膜里;氧化膜中含有少量的S,可能是H2SO4氧化液中的SO42-参与了Al的阳极反应过程,最终生成含硫酸根的阳极氧化膜。涉及的反应可能为:开始Al进行溶解,即
2Al+6H+→2Al3++3H2↑
(2)
然后电解质中的阴离子参与形成氧化膜,
2Al3++3H2O+3SO42-→Al2O3+3H2SO4
(3)
2Al3++xH2O+ySO42-→Al(OH)x(SO4)y+xH+
(4)
从而使得S以Al(OH)*x*(SO4)*y*的形式进入氧化膜中[[12](javascript:;),[13](javascript:;),[14](javascript:;)]。
[图6](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F6)为阳极氧化时间在20~50 min时,阳极氧化膜的厚度。可以看出,阳极氧化膜的厚度在2.6~7.8 μm;随着氧化时间的增加,阳极氧化膜的厚度逐渐增高;氧化时间为20和30 min时,生成的氧化膜厚度相近,分别为2.6和2.8 μm;氧化时间为40 min时,氧化膜的厚度达到了5.8 μm,在相同的时间变化区间,膜层厚度发生了较大的变化;氧化时间为50 min时,氧化膜厚度为7.8 μm。据报道[[12](javascript:;),[13](javascript:;),[14](javascript:;),[15](javascript:;)],阳极氧化膜的厚度由阻挡层和多孔层组成,阻挡层的厚度取决于外加的氧化电压,与氧化时间没有关系。在硫酸阳极氧化体系中,阻挡层的成膜率为1 nm/V。当氧化电压为14 V时,阻挡层厚度约为14 nm。多孔层的厚度一般可表示为:
### 图6
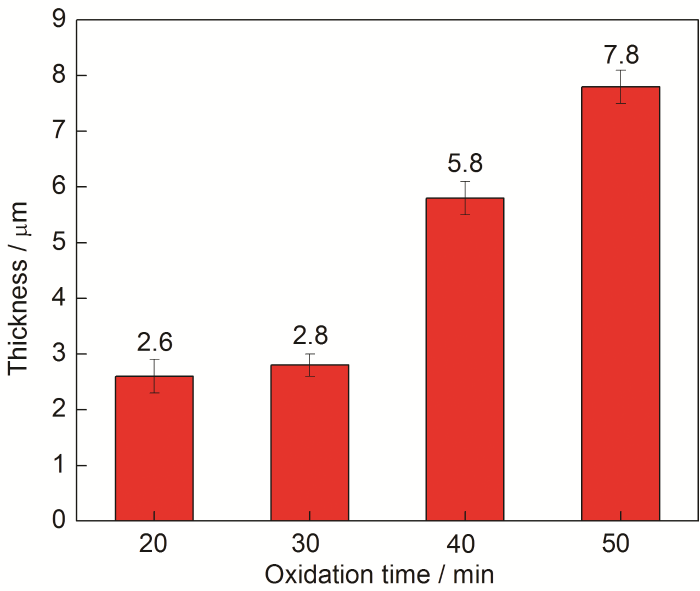
**图6 \**2195铝锂合金在不同氧化时间下氧化膜的厚度\**
**
**Fig.6 \**Thickness of oxide film of 2195 Al-Li alloy with different oxidation time\**
**
T=KIt
(5)
其中,*K*为比例常数,*I*为电流密度 (A/dm2),*t*为氧化时间。理论上来说,氧化电压与电流密度之间存在正比关系,电流密度随着氧化电压的增加而线性增加。但是,阳极氧化过程中随着氧化膜厚度的增加,膜层电阻会发生变化,从而使得电流密度随氧化电压不再呈线性变化。此外,氧化电压和电流密度之间的关系还会受到槽液浓度、温度、铝合金、搅拌和合金种类等影响[[13](javascript:;)]。这可以解释在180~200 g/L的硫酸溶液中,为什么阳极氧化膜的厚度不随氧化电压或氧化时间的增加而线性增加。
值得注意的是,从[表1](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#T1)可看出,在氧化时间为40和50 min制备的氧化膜表面检测到了Na,而在氧化时间为20和30 min制备的氧化膜表面却未检测到。这是由于阳极氧化膜的孔洞封闭不完全,Na离子残留在孔洞中不容易被清洗掉造成的。在封闭工艺中,碱式铬酸铝、碱式重铬酸铝填充氧化膜孔洞的方式是一样的,当氧化膜多孔层厚度较薄时,它们会较快填满氧化膜中的孔洞;而当氧化膜多孔层较厚时,填充氧化膜中孔洞所需时间延长。
### 2.4 电化学测试
2.4.1 动电位极化曲线
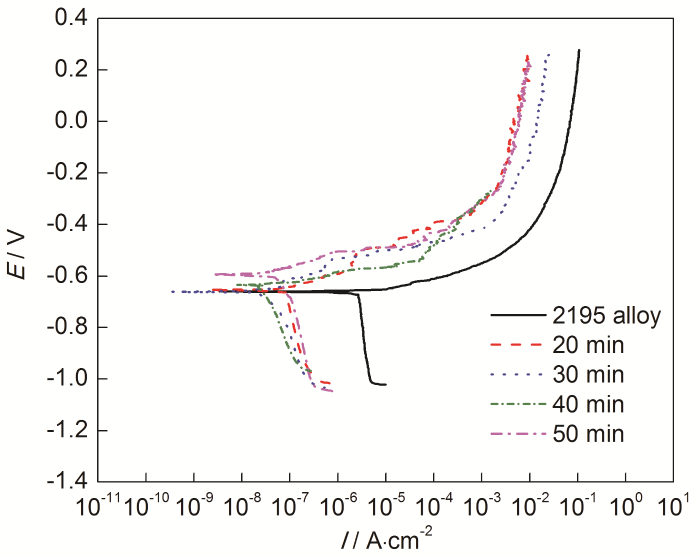
[图7](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F7)为当硫酸溶液浓度为180~200 g/L,氧化电压为14 V,阳极氧化时间为20~50 min时制备的氧化膜在3.5%NaCl溶液中动电位极化曲线测试结果。可以看到,不同氧化时间下所制备氧化膜的腐蚀电位相近。由[表1](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#T1)可知,不同氧化时间制备的氧化膜表面主要物质均是Al的氧化物。氧化时间40和50 min样品的腐蚀电位稍高于其他样品的,可能是封闭过程中进入氧化膜孔洞的封孔物质的量不同造成的。而样品的腐蚀电位越高,一般说明样品的耐腐蚀性能越好。
### 图7
**图7 \**2195铝锂合金在不同氧化时间下氧化膜的动电位极化曲线\**
**
**Fig.7 \**Dynamic potential polarization curves of 2195 Al-Li alloy anodized for different oxidation time\**
**
实际工作中,材料一旦发生腐蚀,腐蚀过程就是一个动态的过程,腐蚀电位就不能作为样品耐腐蚀性的唯一判据,此时需引入腐蚀电流从腐蚀动力学角度评价材料的耐腐蚀性[[16](javascript:;)]。[表2](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#T2)为采用Tafel直线外推法计算所得2195铝锂合金在不同氧化时间下阳极氧化膜的*I*corr和*E*corr等参数。从[表2](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#T2)可知,氧化时间为20 min后制备的试样具有最大的腐蚀电流密度,为1.16×10-7 A·cm2;氧化时间为50 min后制备的样品的腐蚀电流密度最小,为4.90×10-8 A·cm2,试样耐腐蚀性按照由强到弱的顺序为:50 min处理样>40 min处理样≈30 min处理样>20 min处理样>原始合金。关于阳极氧化膜增强铝锂合金的耐腐蚀性一般有两种解释[[17](javascript:;)]:第一种认为,实际起主要耐腐蚀性作用的是阳极氧化膜的阻隔层,致密的阻隔层可以有效地防止腐蚀介质与Al基底接触从而增强铝合金的耐腐蚀性,但是本文中研究的氧化膜的阻隔层理论厚度仅为14 nm。第二种认为,实际起主要耐腐蚀作用的是封闭处理后氧化膜中的多孔层,多孔层与封闭溶液发生化学反应生成水合膜,这层水合膜可以有效地增强铝合金的耐腐蚀性。目前对于重铬酸钾封闭处理后的2195铝锂合金阳极氧化膜的腐蚀机理少有报道。因此,很有必要对2195铝锂合金氧化膜的耐腐蚀机理进行研究。
**表2** 经不同时间阳极氧化处理后2195铝锂合金的电化学参数
Table 2 Electrochemical parameters of 2195 Al-Li alloy anodized for different time
| Time / min | *E*corr / V | *I*corr / A·cm-2 |
| :--------- | :---------- | :--------------- |
| 0 | -0.670 | 1.07×10-5 |
| 20 | -0.663 | 1.16×10-7 |
| 30 | -0.558 | 6.72×10-8 |
| 40 | -0.634 | 6.17×10-8 |
| 50 | -0.597 | 4.90×10-8 |
[新窗口打开](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431/T2.html)| [下载CSV](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431/T2.csv.zip)
2.4.2 电化学阻抗测试
[图8](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F8)为2195铝锂合金阳极氧化20~50 min后在3.5%NaCl溶液中的Nyquist图。通常容抗弧半径的大小反映了电化学腐蚀过程中电荷转移电阻的大小[[16](javascript:;)],容抗弧半径越大,电荷转移电阻越大,材料的耐腐蚀性能越好。由容抗弧半径大小可以判断出,氧化膜的耐腐蚀性能按照由强到弱的顺序为:50 min处理样>40 min处理样>30 min处理样≈20 min处理样。
### 图8
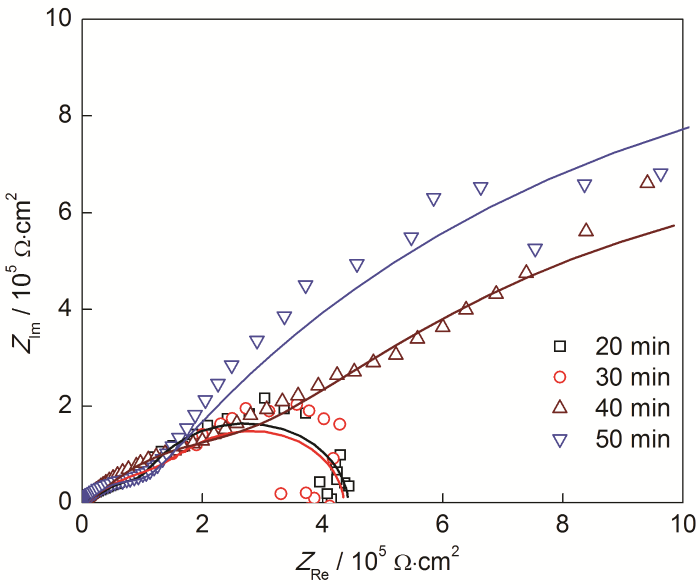
**图8 \**2195铝锂合金在不同时间氧化处理后的Nyquist图\**
**
**Fig.8 \**Nyquist diagrams of 2195 Al-Li alloy after anodizat-ion for different time\**
**
[图9](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F9)为2195铝锂合金阳极氧化20~50 min后在3.5%NaCl溶液中的Bode图。阳极氧化后的2195铝锂合金电极存在3个时间常数,分别在高频区103~105 Hz范围内,中频区10~103 Hz范围内和低频区10-1~10 Hz范围内。高、中频区阻抗谱主要反映经封闭后的多孔层的性能,低频段主要反映阻挡层的性能[[17](javascript:;)]。
### 图9
**图9 \**2195铝锂合金在不同时间阳极氧化后的Bode图\**
**
**Fig.9 \**Bode diagrams of 2195 Al-Li alloy anodized for different time\**
**
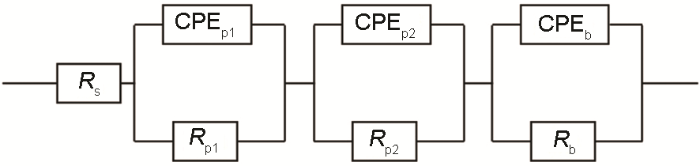
采用如[图10](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F10)所示的等效电路对不同氧化时间样品的EIS进行拟合,其中,*R*s代表溶液电阻,*R*p1和CREp1分别代表封闭多孔层外部的电阻和电容,*R*p2和CREp2分别代表多孔层靠近阻挡层内部的电阻和电容,*R*b和CREb分别代表阻挡层的电阻和电容,拟合后相应电化学元器件的数值见[表3](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#T3)。
### 图10
**图10 \**等效电路图\**
**
**Fig.10 \**Equivalent circuit diagram\**
**
**表3** 不同氧化时间处理样品的电化学元件*R*p1,*R*p2和*R*b的拟合结果
Table 3 Fitting results of electrochemical elements *R*p1, *R*p2 and *R*b of 2195 Al-Li alloy anodized for different time
| Time / min | *R*p1 / Ω·cm2 | *R*p2 / Ω·cm2 | *R*b / Ω·cm2 |
| :--------- | :------------ | :------------ | :----------- |
| 20 | 1.76×103 | 8.46×104 | 3.31×105 |
| 30 | 1.05×104 | 2.66×105 | 1.57×105 |
| 40 | 1.25×104 | 2.48×106 | 2.29×105 |
| 50 | 9.51×104 | 3.71×106 | 4.57×105 |
[新窗口打开](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431/T3.html)| [下载CSV](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431/T3.csv.zip)
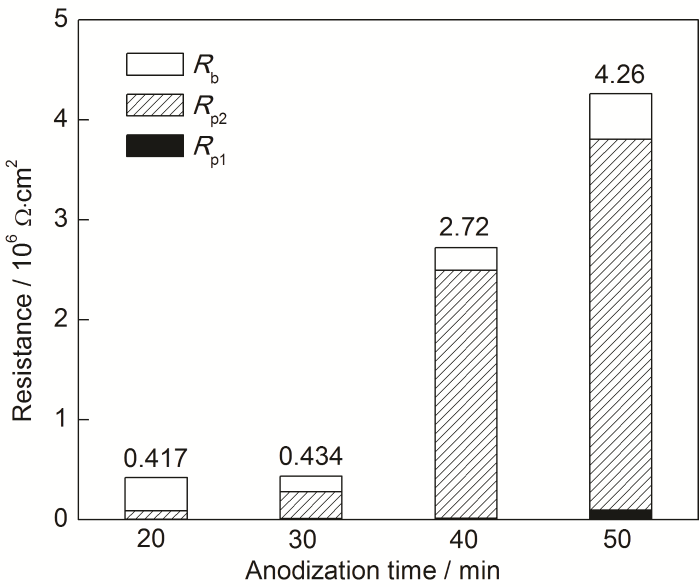
由[表3](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#T3)可知,无论氧化膜的多孔层还是阻挡层都起到了一定的耐腐蚀作用。其中,不同氧化时间下氧化膜阻挡层的阻值大小相近,这与阻挡层的厚度相近有关。此外,氧化膜多孔层内部的阻值随着氧化时间的增加而增加,这可能与封闭溶液与多孔层反应生成较厚的水合膜有关。根据[图11](https://www.jcscp.org/article/2019/1005-4537/1005-4537-39-5-431.shtml#F11),氧化50 min后氧化膜总的电阻值最大,为4.26×106 Ω·cm2;氧化20 min后氧化膜总的电阻值最小,为4.17×105 Ω·cm2;氧化30 min后氧化膜总的电阻值与氧化20 min后氧化膜总的电阻值相近。这与动电位极化曲线分析得出的结论和Nyquist图中得到的结论相一致。
### 图11
**图11 \**2195铝锂合金经不同时间阳极氧化形成的氧化膜阻值\**
**
**Fig.11 \**Resistances of oxide films formed on 2195 Al-Li alloy after anodization for different time\**
**
## 3 结论
(1) 2195铝锂合金经不同浓度的硫酸阳极氧化后,表面均能形成具有防护性能的氧化膜,且氧化膜表面均有不同程度的孔洞;硫酸浓度为180~200 g/L时,氧化膜的表面较为平整。随硫酸溶液浓度的增加,氧化膜的成膜速率先增大后减小。
(2) 在16 V氧化电压下制备的氧化膜表面最为平整和致密,膜层缺陷最少;氧化电压为19 V时,氧化膜表面局部区域出现微裂纹;氧化电压为22 V时,氧化膜局部区域出现粉化现象。随着氧化电压的升高,氧化膜的厚度增加。此外,当氧化电压从13 V增至16 V时,氧化膜厚度从6.1 μm增加到17.3 μm,膜层厚度发生较大变化,相差11.2 μm。
(3) 氧化膜的厚度随着氧化时间的延长而增加。氧化膜越厚,氧化膜的耐腐蚀性能越好。氧化膜的多孔层和阻挡层均能有效增强铝锂合金的耐腐蚀性能。
(4) 当硫酸浓度为180~200 g/L,氧化电压为14 V,氧化时间为50 min,重铬酸钾封闭15 min,经过阳极氧化处理的2195铝锂合金具有较好的耐腐蚀性能。 |
# 铝合金阳极氧化工艺最新研究进展
发表时间:2019-08-09 13:32
1.2.3磷酸
采用磷酸盐为成膜剂对多孔阳极氧化铝(PAA)模板进行阳极氧化处理,研究在电场作用下多孔氧化膜孔洞的生成和发展。姜军伟使用质量浓度为120g/L~140g/L的H3PO4对5052铝合金进行阳极氧化处理,研究膜层的微观形貌及力学性能。
美国波音公司最先研究并采用磷酸阳极氧化方法由于磷酸是显弱酸性的,与硫酸或铬酸阳极氧化方法相比,表现出对环境非常友好毒性小成本低及工艺参数易控制等优点磷酸阳极氧化形成的膜层孔径相对比较大,便于填充润滑物质等功能材料但是,与硫酸氧化膜和草酸氧化膜相比,磷酸氧化膜比较薄,因此,在实际应用上受到了一定限制
1.2.4铬酸
铝合金铬酸氧化膜相对较薄,质软,耐磨性稍差些,但致密弹性高,不会明显降低基体的疲劳强度,能较好地保持原部件的精度和表面粗糙度,氧化后不经封闭处理即可使用,与涂层的附着性好,其耐蚀能力要比不封闭的硫酸氧化膜的高铬酸阳极氧化,无论从溶液成本或是电能消耗上考虑都要比硫酸阳极氧化贵很多,因为含有会对环境产生重污染的Cr元素,即使采取环保措施,也会提高工艺的成本因此,铬酸阳极氧化使用受到一定的限制
1.2.5混合酸
钱建才采用以硫酸为主的混合酸电解液体系对2A12铝合金进行硬质阳极氧化处理,研究混合酸电解液成分对氧化膜层性能的影响,结果在硫酸的溶解有机酸吸附以及添加剂的耦合作用下,避免了膜层制作过程中对表面产生的烧蚀现象。杨勇以高纯铝薄板为研究对象,分别在草酸磷酸以及草酸和磷酸的混合液体系下进行阳极氧化处理,实验结果显示在混合酸体系下制备的多孔膜性能较佳。周谟银研究硫酸草酸乳酸的含量对阳极氧化膜层质量的影响,结果在较低硫酸浓度下膜层硬度高;草酸浓度为16g/L时显示较高的硬度;乳酸浓度为7g/L以下时显示较高的硬度以硫酸草酸等为基础液的混合酸阳极氧化电解液,再添加各种不同成分的有机酸无机盐及其他类别的各种添加剂,使得混合酸阳极氧化得到的氧化膜层硬度耐蚀及耐磨等性能得到大幅提高,同时也提高了阳极氧化的温度范围及氧化效率但是,成分复杂的电解液一方面给研究带来了一定的困难;另一方面生产成本通常比硫酸等单一氧化法的高很多因此,混合酸阳极氧化的应用在一定程度上受到限制
1.2.6添加剂
王强采用2024铝合金为基材,以硫酸为基础电解液,再向其中加入磷酸三乙酯添加剂作为缓蚀剂,膜层达到最佳耐蚀效果。张艳斌在H2SO4电解液中添加1g/L的Al2(SO4)3添加剂,对疲劳试样缺口部位进行阳极氧化处理,对氧化前后的疲劳试样进行疲劳试验对比。李晶以硫酸为基础,添加丙三醇乙二酸和氯化镍的水溶液对2A12铝合金进行阳极氧化,研究多孔结构膜层的疏水特性。黄元盛在150g/L硫酸电解液体系下,分别添加柠檬酸15g/L聚乙二醇0.1g/L以及其他添加剂0.1g/L,研究阳极氧化工艺对氧化膜层组织结构及性能的影响在单一或混合电解液基础上添加各种添加剂(如钼酸盐高锰酸盐WL-99等),可以加快成膜速度提升操作温度上限延长槽液使用时间增加氧化膜阻挡层厚度提高膜层耐腐蚀性能等功效因此,为了提高氧化膜层性能,添加剂的加入是阳极氧化必不可少的一个环节
1.3复合工艺的研究进展
李明鹤采用草酸阳极氧化铝板,再采用磁控溅射法在阳极氧化膜上沉积氮化铝薄膜,成功制备出氮化铝-铝基复合板阳极氧化铝膜作为缓冲层有效缓解了氮化铝与铝热膨胀系数失配的问题姜军伟采用化学法机械-化学法化学-阳极氧化法对退火的5052铝合金进行处理,经化学-阳极氧化法处理的铝合金结合界面缺陷更少,结合状态更好。刘馨首先采用阳极氧化法在硫酸电解液中对2024铝合金进行阳极氧化,之后在Sn-Ni-Cu-Co电解液中进行电解着色,制得出黑色氧化膜,结合力及耐候性均较好。陈虹以草酸溶液为电解液,对铝片进行两步阳极氧化处理,生成具有良好有序孔洞的PAA板,且膜层质量较高。杨勇在磷酸和草酸混合电解液下对高纯铝进行一次阳极氧化和二次阳极氧化的结果显示,从膜孔的有序性及膜孔的结构上看,二次阳极氧化工艺所制得的氧化膜显著高于
一次阳极氧化工艺所得的氧化膜。郝爱文以硫酸为基础液,采用剧烈-温和阳极氧化结合法快速制备高度有序多孔阳极氧化铝膜层,制备效率高,极大地缩短了氧化时间。谭敦强首先采用AlCl3+LiAlH4系电镀液在W-Cu复合材料表面电沉积一层氧化铝,再采用直流草酸阳极氧化技术法将铝层转化为致密氧化物,使其耐蚀性耐磨性以及装饰性都有明显的提高。
随着高端制造业对铝合金表面要求越来越高,单一阳极氧化工艺生产出来的氧化膜层远远满足不了生产实际需要,因此,需要采用阳极氧化工艺与其他表面改性工艺相结合的复合工艺来对铝合金进行表面改性,从而得到性能极佳的表面膜层因此,从研究价值来看,复合工艺也是今后的一个关注焦点 |
# 什么是铝合金磷酸阳极氧化膜?
发布时间:2023-03-03
铝合金磷酸阳极氧化膜是一种通过电化学反应,在铝合金表面形成的一层致密、均匀的氧化膜,具有防腐蚀、增强硬度、美化表面等功能。其性能检测包括以下几个科目:
**膜厚:**指氧化膜的厚度,可以通过[显微镜](https://www.nbchao.com/list116/)、膜厚计等设备进行测试。
**膜孔:**指氧化膜表面的孔洞密度,可以通过显微镜进行测试。
**硬度:**指氧化膜的硬度,可以通过[硬度计](https://www.nbchao.com/list30/)进行测试。
**耐腐蚀性:**指氧化膜对酸、碱、盐等腐蚀介质的抵抗能力,可以通过盐雾试验、酸碱腐蚀试验等进行测试。
**耐磨性:**指氧化膜在受到磨擦作用下的耐久程度,可以通过耐磨试验进行测试。
**耐热性:**指氧化膜在高温条件下的稳定性,可以通过高温[老化试验](https://www.nbchao.com/cp/2BD0221C03FC76C9.html)进行测试。
**导电性:**指氧化膜的导电性能,可以通过电阻计进行测试。
**色泽:**指氧化膜的颜色和表面光泽度,可以通过[色差仪](https://www.nbchao.com/list24/)、[光泽度计](https://www.nbchao.com/list25/)等设备进行测试。 |
# 阳极氧化 101:关于阳极氧化您需要了解的一切
- [创建者: 加文·利奥](https://www.madearia.com/zh-CN/blog/author/aria/)
- [刊登: 02/08/2022](https://www.madearia.com/zh-CN/blog/2022/08/02/)
[首页](https://www.madearia.com/zh-CN/) > [博客](https://www.madearia.com/zh-CN/blog/) >
阳极氧化 101:关于阳极氧化您需要了解的一切
**内容** [隐藏](https://www.madearia.com/zh-CN/blog/anodic-oxidation-101-every-thing-you-need-to-know-about-anodizing/#)
[I. 什么是阳极氧化?](https://www.madearia.com/zh-CN/blog/anodic-oxidation-101-every-thing-you-need-to-know-about-anodizing/#What_is_Anodizing)
[二。 阳极氧化如何进行?](https://www.madearia.com/zh-CN/blog/anodic-oxidation-101-every-thing-you-need-to-know-about-anodizing/#How_Does_Anodizing_Work)
[第三。 阳极氧化工艺的类型](https://www.madearia.com/zh-CN/blog/anodic-oxidation-101-every-thing-you-need-to-know-about-anodizing/#The_Types_of_Anodizing_Process)
[四。 I型、II型、III型,有什么区别?](https://www.madearia.com/zh-CN/blog/anodic-oxidation-101-every-thing-you-need-to-know-about-anodizing/#Type_I_Vs_Type_II_Vs_Type_III_Whats_the_difference)
[V. 金属阳极氧化的好处](https://www.madearia.com/zh-CN/blog/anodic-oxidation-101-every-thing-you-need-to-know-about-anodizing/#Benefits_of_anodizing_metal)
[六。 成功阳极氧化的技巧](https://www.madearia.com/zh-CN/blog/anodic-oxidation-101-every-thing-you-need-to-know-about-anodizing/#Tips_for_Successful_Anodizing)
在现代工业和设计中,我们经常欣赏精美的金属制品,例如闪亮的建筑物外墙、耐用的汽车零部件和精美的电子设备外壳。 那么这些金属是如何实现其引人注目的外观和卓越的性能的呢?
一个关键的答案是阳极氧化,这是一种令人着迷的电化学过程,通过形成耐用且耐腐蚀的氧化物层来增强金属表面的性能。 阳极氧化赋予金属优异的耐腐蚀性,并增加其硬度、耐磨性和装饰性。 **本文将带您了解阳极氧化的流程、原理和应用。**
## 什么是 阳极氧化?

**阳极氧化是一种电化学过程,通过形成耐用且耐腐蚀的氧化物层来增强金属(通常是铝)的表面。**
**阳极氧化** 可以产生各种厚度的氧化层,从几微米到几十微米不等。阳极氧化零件的表面可以产生多种颜色,还可以进行纹理或镜面处理。
**[阳极氧化铝](https://www.madearia.com/zh-CN/blog/aluminum-anodizing/)** 在建筑、汽车、航空航天、电子和消费品等行业有着广泛的应用。 它具有改善外观、提高耐用性以及耐刮擦、耐褪色和耐腐蚀等优点。
## 如何 阳极氧化工作?
阳极氧化是通过电化学过程完成的。在阳极氧化过程中,金属(阳极)充当正极,而阴极(通常由铅或不锈钢制成)连接到电源的负极端子。电解质(通常是硫酸)充当电化学反应的介质。
当电流流过电解质时,氧离子在阳极表面释放。这些离子与金属结合形成一层金属氧化物,主要是氧化铝 (Al2O3)。该氧化层是金属不可或缺的一部分,可提高硬度、耐磨性和耐腐蚀性。
### 以下是阳极氧化工作原理的分步说明:
### #1:准备:
彻底清洁金属物体(通常是铝),去除其表面的污垢、油污或污染物。 这确保了氧化层的适当粘附。
### #2:阳极氧化槽:
将金属物体浸入电解溶液中,通常是硫酸溶液。该溶液充当电解质并促进电流的流动。
### #3:电气设置:
金属物体充当电路中的阳极(正极),而阴极(负极)也放置在电解质中。两个电极均连接至直流 (DC) 电源。
### #4:氧化:
当电流通过电解质时,氧离子在阳极(金属物体)表面释放。这些离子与金属(通常是铝)反应形成氧化铝 (Al2O3)。该氧化层在金属表面生长,并随着时间的推移逐渐变厚。
### #5:阳极薄膜形成:
\- **氧化铝** 阳极氧化过程中形成的一层是多孔的,如果需要着色,它可以吸收染料或颜料。此步骤是可选的,并且通常用于装饰目的。
### #6:密封:
达到所需的阳极氧化层厚度后,将金属物体从电解液中取出。为了提高氧化层的耐用性和耐腐蚀性,对其进行了密封处理。这涉及用热水或化学物质处理表面,以帮助关闭氧化层中的孔隙,使其更能抵抗外部因素。
## 类型 阳极氧化工艺
阳极氧化工艺有多种类型,每种都有自己的特点和应用。三种主要类型 **阳极氧化工艺** 是:
### # I 型 – 铬酸阳极氧化:
**铬酸阳极氧化** 是最古老且最不常用的阳极氧化类型。 它使用铬酸作为电解质,与其他类型相比,可以在较低的电压和温度下工作。 CAA 产生薄而相对柔软的阳极层,为后续涂层或粘合剂提供最低限度的腐蚀保护,但具有出色的粘合性能。
这是一种用于提高合金表面光洁度和耐腐蚀性的工艺。 这种阳极氧化会在金属表面形成一层薄而致密的氧化物涂层。 该工艺可用于裸露和涂漆的铝表面。
**铬酸阳极氧化** 产生深黑色缎面,非常耐腐蚀。 它通常用于建筑应用或暴露于恶劣环境的产品。
### # II 型 – 硫酸阳极氧化:
**硫酸阳极氧化** 是最常见和广泛使用的阳极氧化类型。 与 CAA 相比,它使用硫酸作为电解质,工作电压和温度更高。 与 CAA 相比,SAA 产生更厚、更硬的阳极层,从而提供更高的耐腐蚀性、耐磨性以及出于美观目的而进行染色的能力。
它有助于保护铝免受腐蚀和磨损。 - **硫酸阳极氧化工艺** 还可以改善铝件的外观和机械性能。
本篇 **阳极氧化** **完** 常用于建筑、汽车和消费品。
### # III 型 – 硬涂层阳极氧化:
III 型阳极氧化是增强版 **硫酸阳极氧化** 产生更厚、更硬的阳极层。这是通过在工作期间使用更高的电压或电流密度来实现的。 **阳极氧化工艺**。由此产生的硬涂层致密、耐磨,并提供出色的腐蚀保护。
硬质阳极氧化膜一般要求25-150um厚。 - **硬涂层阳极氧化工艺** 也可用于改善铝制零件的外观。 这种处理可以产生多种颜色,包括黑色、青铜色和金色。
**硬涂层阳极氧化** 通常用于需要极高耐用性、耐磨性和耐腐蚀性的应用,例如航空航天部件、军事设备和工业机械。
### 此外,还有特殊类型的阳极氧化工艺,例如:
- **酒石酸-硫酸阳极氧化 (TSA):** 用于 [**阳极氧化铝**](https://www.madearia.com/zh-CN/blog/aluminum-anodizing/) 在传统硫酸阳极氧化工艺中容易腐蚀的合金。
- **硼硫酸阳极氧化 (BSAA):** 提供增强的耐腐蚀性和油漆附着力,通常用于航空航天工业中的铝合金。
- **磷酸阳极氧化 (PAA):** 主要用于航空航天工业中粘合前对铝进行预处理。
## I 型 vs II 型 vs III 型, 有什么不同?
I 型、II 型和 III 型是指根据其特性和性能对阳极氧化工艺进行不同的分类。以下是这些类型之间差异的细分:
| 类型 | 电解液 | 电压 | 氧化层厚度 |
| ------- | ------ | ---- | ----------- |
| 第1类型 | 铬酸 | 降低 | 0.5 至 5μm |
| 第2类型 | 硫酸 | 中间 | 2.5 至 25μm |
| 第3类型 | 硫酸 | 最高 | 25 至 106μm |
## 好处 阳极氧化金属的
**金属阳极氧化** 具有多种优点,使其成为一种流行的表面处理方法。以下是阳极氧化的一些主要优点:
### #1:增强耐腐蚀性:
阳极氧化在金属表面形成致密的保护性氧化层,显着提高其耐腐蚀性。阳极涂层充当屏障,防止金属与腐蚀环境直接接触,从而延长金属的使用寿命。
### #2:增加硬度和耐磨性:
阳极氧化层通常比基体金属更硬,从而提供更高的硬度和耐磨性。这使得阳极氧化金属更加耐用,并且耐刮擦、磨损和一般磨损。
### #3:装饰的可能性:
阳极氧化允许多种颜色选择和饰面。阳极涂层可以染成各种颜色或保持自然颜色,为建筑、设计和装饰应用提供审美灵活性。阳极氧化金属还可以具有视觉上吸引人的、光滑且均匀的表面光洁度。
### #4:电绝缘:
阳极氧化在金属表面形成电绝缘氧化层。此特性在需要绝缘以防止导电或干扰的电气和电子应用中特别有用。
### #5:隔热:
**阳极氧化涂层** 可以提供一定程度的隔热,使它们适用于需要温度控制或隔热层的应用。
### #6:尺寸稳定性:
阳极氧化对金属的尺寸特性影响最小,保留其原始尺寸和形状。这在精确公差和尺寸精度至关重要的应用中是有利的。
## 提示 成功的阳极氧化
### #1:清洁:
在阳极氧化之前彻底清洁金属表面,去除任何污垢、油脂或污染物。 使用适当的清洁方法,如脱脂、蚀刻、除垢,以确保表面清洁、均匀。
### #2:过程控制:
严格控制阳极氧化工艺参数,如电压、电流密度、温度和时间。控制这些参数的一致性和准确性对于实现均匀的阳极层和所需的结果至关重要。
### #3:电解质浓度:
保持阳极氧化浴的正确成分和浓度,阳极氧化浴通常由硫酸或其他电解质组成。 定期监测和调整镀液化学成分,以确保一致和最佳的阳极氧化结果。
### #4:正确的货架和固定装置:
在阳极氧化过程中,使用合适的架子和固定装置来固定金属零件。 确保零件之间适当的电气接触和间距,以实现均匀的阳极氧化并防止电弧或涂层不均匀。
### #5:质量控制:
实施严格的质量控制流程来监控和检查阳极氧化部件。定期检查是否符合规格,包括阳极氧化厚度、颜色一致性、表面光洁度和耐腐蚀性。 |
# 测量铝的阳极氧化层厚度
参考的产品。
[PosiTector*6000*](https://zh.defelsko.com/positector-6000)
DeFelsko生产一种手持式非破坏性涂层测厚仪,是测量铝材上阳极氧化层厚度的理想工具。
## 测量阳极氧化层厚度的挑战是什么?
为了有效地控制阳极氧化和其他薄涂层的厚度,需要一种精确的非破坏性测量手段。
次要的挑战是在小的或难以触及的区域进行阳极氧化的测量。

## 阳极氧化涂层厚度测量解决方案
涡流计 [PosiTector 6000](https://zh.defelsko.com/positector-6000)"N "系列电涡流计是对非铁基材上的非导电涂层进行非破坏性测量的理想选择。[PosiTector 6000 NAS](https://zh.defelsko.com/p6000-probe-details#cabled)探头是专门为高分辨率测量铝的阳极氧化而设计的。虽然能够测量到625微米(25密耳),但PosiTector 6000 NAS探头是最精确的,它的最高分辨率在100微米(4密耳)以下,这是大多数阳极氧化应用的预期范围。

##### **图1**-PosiTector 6000 NAS探头测量阳极氧化的情况
当测量小的或难以触及的区域的涂层厚度时,PosiTector 6000 N Microprobe系列是一个理想的测量选择。通过[0°](https://zh.defelsko.com/p6000-probe-details#0-micro)、[45°](https://zh.defelsko.com/resources/anodizing-thickness-measurement-on-aluminum#)或[90°](https://zh.defelsko.com/p6000-probe-details#90-micro)的探针尖,可以在[深孔、小壁架或内径上](https://zh.defelsko.com/p6000-probe-details#90ES)进行厚度读数。当使用夹具或快速释放适配器时,N型微探针的规格与NAS探针相同。
##### **图2**-PosiTector 6000 N微探针测量阳极氧化的情况
### 免费咨询
欲了解当前价格或订购这些阳极氧化涂层厚度仪器,请访问我们的[销售](https://zh.defelsko.com/sales)页面。
## 阳极氧化的背景
### 什么是阳极氧化处理?
阳极氧化是一种自1930年代以来就存在的电化学转换过程。一些金属能够被阳极氧化,包括铝、镁、钛和钽。阳极氧化铝由于其低成本、美学品质和理想的机械性能而被用于许多领域。
与大多数保护性涂层不同,阳极处理永久地改变了金属的外部结构。当铝暴露在空气中时,它会自然形成一层薄薄的氧化铝膜,将铝密封起来,防止进一步氧化。阳极氧化工艺使氧化表面变得更厚,可达千分之几英寸厚。阳极氧化铝涂层的硬度可与钻石媲美,增强了铝的耐磨性。增加的氧化层深度提高了铝的耐腐蚀性,同时使清洁表面更加容易。特定类型的阳极氧化的多孔性使其有可能将铝染成各种颜色,使其更具吸引力。
阳极氧化的范围通常达到5密耳。 铝阳极氧化的三种最常见的变化包括铬阳极氧化(I型),硫酸阳极氧化(II型)和硬阳极氧化(III型)。
- 铬阳极氧化利用铬酸电解液,产生最薄的涂层,只有0.02至0.1密耳(0.5至2.5微米)的厚度。 50%渗透到基材中,50%在原始尺寸上增长。铬阳极氧化对疲劳强度的影响最小,腐蚀性较低,因此是复杂和难以冲洗的零件的理想选择。 铬阳极氧化对铝铸件的涂层非常好,大多数铬阳极氧化零件用于军事和航空领域,其功能多于装饰性的。
- 硫酸阳极氧化是最常见的阳极氧化方法,利用硫酸产生的涂层厚度可达1mil(25微米)。67%的渗透到基材中,33%的增长超过原始尺寸。由于它的渗透性,硫酸阳极氧化对彩色染色非常有利,并为底漆、粘接剂和有机涂层提供基础。 硫磺阳极氧化提供了耐腐蚀性,非常耐用。 典型的应用包括建筑、航空航天、制造业、汽车和计算机。
- 硬质阳极氧化(又称硬涂层)利用较高浓度的硫酸电解液在较低的温度下形成坚韧的外皮,具有良好的耐磨性、耐腐蚀性、抗褪色性、介电强度和表面硬度(洛氏C级高达70)。50%渗透到基材中,50%比原始尺寸增长,总厚度为0.5至4密耳。硬质阳极氧化金属具有更高的表面粗糙度。 常见的用途包括非装饰性食品包装设备、复印机纸卷和外部应用,如建筑店面和窗户。
### 铝阳极氧化工艺
铝制部件被挂在剥离的铝或钛架上,确保良好的电气接触。在整个阳极氧化过程中,零件被贴上,架子被悬挂在一系列的槽中。
1. 铝制部件被浸入含有浸泡清洗剂的热罐中,以去除所有的表面污垢。
2. 该部件被冲洗,以避免污染后续槽中的溶液。
3. 下一个槽用酸性溶液(铬、硫酸、硝酸或磷酸)对零件进行脱氧,去除薄而不均匀的氧化铝表面。
4. 再次对零件进行冲洗,以避免水箱污染。
5. 蚀刻是通过将零件悬挂在一个含有氢氧化钠溶液的罐子中进行的。蚀刻去除铝的自然光泽,并提供一个柔软、哑光、有质感的外观。
6. 零件被悬挂在阳极氧化槽中,其中含有稀释的酸和水混合物,能够允许电流流动。酸的类型、溶液百分比和温度都是关键参数,并取决于所需的表面处理和颜色。电路的负极与零件架相连,电路的正极与一个或多个 "阴极 "相连,将电流引入槽内。 阴极的数量和位置随零件的大小和形状以及待处理的铝表面的总面积而变化。最靠近阴极的表面将得到更厚的阳极涂层。对于普通的硫磺阳极氧化,使用能够产生高达24伏的直流电源,电压一般保持在18至24伏之间。施加到阳极氧化槽中的电流将根据需要处理的表面数量而变化,作为一项规则,每平方英尺的覆盖面需要12至16安培的电流。在阳极氧化过程中,电解质溶液被搅拌,以提供均匀的溶液温度。在正常情况下,阳极氧化槽的过程需要不到一个小时。
7. 为了增加颜色(染料),部件被浸在一个装有稀释的、水溶性的有机染料的槽中。每种染料在浸泡的时间长度和温度上都有所不同。
8. 阳极氧化工艺的最后一个考虑因素是密封现在染色的外表面,使其不被阳光漂白或染色。如果不密封,多孔的外表面就会降低耐腐蚀性。对于非染色涂层,阳极氧化铝部件被放入沸腾的去离子水中20至30分钟。这将使氧化铝的非结构性孔隙转化为更坚固的结晶水合物形式。如果阳极氧化零件是染色的,则在装有醋酸镍溶液的槽中进行3至5分钟的密封处理。
9. 硬阳极氧化,根据不同的工艺,使用硫酸和草酸的混合物。使用相对较低的温度,同时使用较高的电流和更高的电压。产生的 "灰色 "氧化层通常为2至3密耳,非常致密、耐磨和耐腐蚀。
机架的另一个选择是散装阳极氧化,这对于小型、不规则形状的零件,如铆钉、卡套和医疗轮毂的阳极氧化更为理想。取而代之的是在有孔的铝、塑料或钛篮子里加工零件。无论你是需要卷材还是批量生产,阳极氧化处理都提供了行业中最好的铝加工选择之一。
另一种选择是卷材阳极氧化处理。 卷材铝经过预阳极氧化处理,可以降低加工成本,节省生产时间,并减少材料处理。预阳极氧化铝的优点可以应用于大多数由板材或卷材制造的产品。由挤压件、铸件、杆件、棒件或板件制成的产品仅限于片状阳极氧化工艺,如货架或散装。
虽然大多数铝合金会在阳极氧化槽中形成氧化铝,但它们的阳极化程度往往不同。有些合金更难阳极氧化,而其他合金的阳极氧化色泽略有不同。当阳极氧化时,各种合金提供了不同程度的可加工性(加工、研磨、抛光)、耐环境特性和尺寸稳定性。
### 为什么要进行阳极氧化处理?
阳极氧化处理是一种非常有效和理想的铝表面处理手段。 阳极氧化处理的一些主要优点包括。
- 耐用性 - 大多数阳极氧化零件不会因搬运、安装、使用和维护而出现磨损。
- 粘附性 - 阳极氧化是铝的一部分,可实现完全粘合和无与伦比的粘附性。
- 颜色--阳极氧化零件在暴露于紫外线时能保持良好的颜色稳定性,没有应用的涂层会出现崩裂或剥落,并且有一个可重复的着色过程。
- 原有表面处理的质量--部件不会受到原有阳极氧化工艺的标记。
- 维护 - 温和的肥皂和水清洗通常可以使阳极氧化型材恢复其原始外观。
- 美观性--阳极氧化处理提供了大量的光泽和颜色选择,同时允许挤压铝的金属外观显示出来。
- 成本 - 与其他表面处理方法相比,阳极氧化是一个非常具有成本效益的价值。 除了低加工和维护成本外,耐用性也使更换成本降至最低。
- 环境、健康和安全--阳极氧化对目前的政府法规是有利的,因为它是最环保的工业工艺之一,通常对人体健康无害。阳极氧化处理在化学上是稳定的,不会分解,无毒,而且耐热性能达到铝的熔点。 由于阳极氧化工艺是对自然发生的氧化物过程的强化,所以它是无害的,不会产生有害或危险的副产品。在阳极氧化过程中使用的化学浴液经常被回收、循环和再利用。
### 为什么要测量阳极氧化层厚度?
阳极氧化工艺参数对形成的氧化物的特性有很大影响。如果使用低温和酸的浓度,会产生较少的多孔性和较硬的涂层。更高的温度和酸含量,以及更长的浸泡时间,会产生更软、更多孔的涂层。合金本身或任何这些参数的微小变化都会大大影响涂层。
通过各种过程控制和测量技术,阳极氧化商能够监测、控制和纠正阳极氧化涂层的应用。 阳极氧化最关键的质量控制之一是厚度。阳极氧化的厚度可以用涡流涂层测厚仪或通过计算单位面积的重量进行非破坏性的测量。涡流法的简单性不仅比计算法更有效,而且使检查员能够验证零件的所有表面都发生了充分的阳极氧化。
### 阳极氧化材料的市场在哪里?
阳极氧化产品和部件被用于成千上万的商业、工业和消费应用。
- 建筑产品(幕墙、屋顶系统)。
- 商业和住宅产品(通风口、遮阳篷、框架、固定装置)。
- 家电(冰箱、微波炉、咖啡机)
- 食品准备设备(平底锅、冷却器、烤架)
- 家庭和办公室家具(桌子、床、柜子)。
- 体育用品(高尔夫球车、船只、野营和钓鱼设备)。
- 机动车部件(饰件、轮毂盖、面板、铭牌)。
- 电子产品(电视、摄影器材)
- 航空航天(卫星板) |
[19] 中华人民共和国国家知识产权局\n\n[12] 发明专利说明书\n\n[21] ZL 专利号 02137377.9\n\n[45] 授权公告日 2004 年 11 月 10 日\n\n[51] Int. Cl<sup>7</sup>\nC25D 11/08\nC25D 11/06 C25D 11/10\n\n[11] 授权公告号 CN 1175131C\n\n[22] 申请日 2002.10.10 [21] 申请号 02137377.9 [74] 专利代理机构 上海交达专利事务所\n 代理人 王锡麟\n\n[71] 专利权人 上海交通大学\n地址 200030 上海市华山路 1954 号\n\n[72] 发明人 曾芃 王浩伟\n审查员 汤海珠\n\n[54] 发明名称 铝合金磷酸阳极氧化制备大孔径厚膜工艺\n\n[57] 摘要\n\n一种铝合金磷酸阳极氧化制备大孔径厚膜的工艺,属于薄膜技术领域。具体步骤如下:配制阳极氧化溶液,采用的阳极氧化液磷酸浓度范围为 1%-10%,添加的有机酸是:柠檬酸或苹果酸或酒石酸,其浓度范围为 0.1-5%,形成混合酸氧化液;化学预处理,采用碱性或酸性或中性清洗液除去试样的油脂;阳极氧化过程,具体参数为:阳极氧化阴、阳极表面积比控制在 2:1-1:2;电压值控制在 40-120V,电流密度在 0.5-20A/dm²范围内变化,电解过程中的温度控制在 5℃-25℃,时间控制在 10min – 60min。一般的磷酸阳极氧化法制备的氧化铝膜厚度较小,本发明采用低温阳极氧化的方法,对磷酸的浓度、阳极氧化的时间等参数进行调整,大大降低在阳极氧化膜微孔中填充自润滑物质的难度,耐磨性能也大大提高。\n\n权利要求书 1 页 说明书 3 页\n\n知识产权出版社出版\nISSN 1008-4274\n\n\n02137377.9 第1/1页\n\n权利要求书\n\n1、一种铝合金磷酸阳极氧化制备大孔径厚膜的工艺,其特征在于,具体步骤如下:\n\n(1) 配制阳极氧化溶液,采用的阳极氧化液磷酸浓度范围为1%-10%,添加的有机酸是:柠檬酸或苹果酸或酒石酸,其浓度范围为0.1-5%,形成混合酸氧化液;\n\n(2) 化学预处理,采用碱性或酸性或中性清洗液除去试样的油脂;\n\n(3) 阳极氧化过程,具体工艺参数为:阳极氧化阴、阳极表面积比控制在2:1-1:2,电压值控制在40—120V,电流密度在0.5—20A/dm²范围内变化,电解过程中温度控制在5℃-25℃,时间控制在10min-60min。\n\n2\n\n\n# 说明书\n\n**02137377.9** **第1/3页**\n\n**铝合金磷酸阳极氧化制备大孔径厚膜的工艺**\n\n**技术领域**\n\n本发明涉及的是一种铝合金磷酸阳极氧化工艺,特别是一种铝合金磷酸阳极氧化制备大孔径厚膜的工艺,属于薄膜技术领域。\n\n**背景技术**\n\n铝质材料在硫酸、草酸、磷酸等电解液中进行阳极氧化可在表面形成具有微观多孔结构的氧化铝膜,在其微孔中填入不同物质可得到各种表面复合材料,以改善铝质材料的表面性能,如在其中填充具有自润滑性质的MoS₂、PTFE等可制备具有自润滑性能的铝质表面复合材料。用于自润滑处理的阳极氧化膜要求具有大孔径、膜层厚的特点。目前国内外制备铝氧化膜的方法主要是硫酸法和草酸法。这两种方法制备的阳极氧化膜的膜厚比较厚,有十几微米,但是孔径比较小:硫酸阳极氧化膜孔径仅有几纳米,最多不过十几纳米;草酸法孔径也只有二、三十个纳米。这使得填充其他物质难度加大。经文献检索发现,王祝堂在1992年江苏科学技术出版社出版的《铝材及其表面处理手册》P326-327提到:一般在25%-30%磷酸溶液中,温度为20℃-30℃,电流密度为1-2A/dm²,电压30-60V,进行10min阳极氧化处理,可生成3µm厚氧化膜。这种氧化膜和硫酸膜、草酸膜相比,孔径大大提高,可达几十甚至几百纳米,大大降低了在其中填充其他物质的难度,但其膜厚远小于硫酸膜和草酸膜,无法用其制备自润滑表面复合材料。\n\n**发明内容和具体实施方式**\n\n本发明针对现有技术的不足和缺陷,提供一种铝合金磷酸阳极氧化制备大孔径厚膜的工艺,使其利用磷酸阳极氧化膜大孔径的优势,制备具有大孔径、厚度可达几十微米的磷酸阳极氧化铝膜。本发明是通过以下技术方案实现的,具体步骤如下:\n\n3\n\n\n(1)配制阳极氧化溶液,采用的阳极氧化液磷酸浓度范围为1%-10%,添加的有机酸是:柠檬酸或苹果酸或酒石酸,其浓度范围为0.1-5%,形成混合酸氧化液;\n\n当磷酸浓度>10%时,磷酸的酸性会将生成的氧化膜溶解,从而降低氧化膜的厚度;当磷酸浓度<1%时,电解液浓度过低,不利于阳极氧化膜的生成。适量添加有机酸能缓和磷酸的酸性,有利于阳极氧化膜的生长。\n\n(2)、化学预处理,采用碱性或酸性或中性清洗液除去试样的油脂等杂质。\n\n(3)、阳极氧化过程,具体工艺参数为:阳极氧化阴、阳极表面积比控制在2:1-1:2,电压值控制在40—120V,电流密度的范围是0.5—20A/dm²,电解过程中的温度控制在5℃-25℃,时间控制在10min-60min。\n\n阳极氧化膜的厚度和空隙的均匀性很大程度上取决于阳极和阴极的面积比例是否合适,本发明将阳极氧化阴、阳极表面积比控制在2:1-1:2之间,阴极采用的是铅栅、铅板、铝板和钢板等导电材料;电压是阳极氧化的主要参数之一,本发明使用的电压值范围控制在10——120V,电流随着阳极氧化的进行而有较大变化;\n\n在阳极氧化的过程中,电解液的温度对阳极氧化膜的厚度有很大的影响:温度过高加速了生成的氧化膜在磷酸中的溶解,从而降低了氧化膜的厚度;温度过低会抑制阳极氧化膜的形成,同样也会降低氧化膜的厚度,本发明将阳极氧化过程中的电解温度控制在5℃-25℃;时间是影响阳极氧化膜厚度的另一个重要因素,时间过短阳极氧化膜还没有充分形成,时间过长的进一步增加氧化膜的厚度没有意义,本发明将阳极氧化的时间控制在10min-60min,取得了很好的效果。\n\n本发明制备的磷酸阳极氧化铝膜具有较大的孔径(30nm-70nm),膜的厚度可达5-25微米,在制备的磷酸阳极氧化铝膜微孔中填入MoS2、PTFE、WS2、CaF2、BaF2、Pb203、PbS、氧化碲、石墨等固体润滑剂可制备具有自润滑性能的表面复合材料,填入其它性能的材料可制备各种功能复合膜,如电致显色膜、液晶氧化复合膜等。\n\n本发明具有实质性特点和显著进步,一般的磷酸阳极氧化法制备的氧化铝膜厚度较小,本发明采用低温阳极氧化的方法,对磷酸的浓度、阳极氧化的时间等参数进行调整,克服了磷酸阳极氧化的这一缺点。与一般的阳极氧化工艺相比较,由于\n4\n\n\n| 实施例 | 磷酸 (%) | 苹果酸 (%) | 柠檬酸 (%) | 酒石酸 (%) | 阴极:阳极面积比 | 电压 (V) | 时间 (min) | 温度 (°C) | 孔径 (nm) | 厚度 (µm) |\n|---|---|---|---|---|---|---|---|---|---|---|\n| 1 | 10 | 5 | | | 1:2 | 40 | 60 | 20-25 | 50-70 | 12 |\n| 2 | 4 | | 0.8 | | 1:1 | 60 | 40 | 10-15 | 40-60 | 25 |\n| 3 | 1 | | | 0.1 | 2:1 | 120 | 10 | 5-10 | 30-40 | 5 |\n\n--- |
磷酸钙涂层-阳极氧化钛表面对早期骨反应的影响\n\nEffects of a Calcium Phosphate-Coated and Anodized Titanium Surface on Early Bone Response\n\nJung-Woo Koh, Young-Sung Kim, Jae-Ho Yang, In-Sung Yeo\n\n原载 INT J ORAL MAXILLOFAC IMPLANTS 2013.28(3):790-797. (英文)\n\n黄明娣 译 滕 伟 审\n\n## 摘要\n\n目的:本研究的目的是评价磷酸钙(CaPO₄)涂层-阳极氧化钛表面在体外和体内的有效性。材料和方法:光滑表面作为阴性对照组,喷砂/酸蚀表面和阳极氧化表面作为阳性对照组,磷酸钙涂层-阳极氧化(CaPO₄-coated and anodized, CPA)表面为实验组。场发射扫描电子显微镜,能量色散谱,激光共聚焦扫描显微镜进行表面特性分析。在体外,测定碱性磷酸酶活性评价成骨分化。在体内,收集来自六只兔子2周和4周的标本,用骨-植体接触(bone-to-implant contact, BIC)比值和骨面积(bone area, BA)来分析骨反应。结果:光滑对照组的平均高度偏差(Sₐ)和表面积比值(Sdr)的均值和标准偏差分别为0.32±0.03μm和3.6%±1.5%,喷砂酸蚀组为1.36±0.11μm和56.7%±16.1%,阳极氧化组为0.68±0.02μm和50.9%±2.9%,CPA组为0.67±0.11μm和50.0%±16.9%。各组在7和14天的碱性磷酸酶活性无显著差异。在体内实验中,2周后,CPA组表现出的BIC比值显著高于阴性对照组,阳极氧化组和CPA组表现出的BA值显著高于其他组。在4周,各组之间的BIC比值和BA值无统计学差异。结论:一个磷酸钙(CaPO₄)涂层-阳极氧化表面可以促进骨-种植体界面快速形成骨结合并在植体表面有更多的骨形成。\n\n## 关键词\n\n磷酸钙,牙种植体,骨结合,氧化,表面性能\n\n## 1 引言\n\n虽然光滑表面的种植体提供了成功的结果,但建立种植体周围快速及丰富的骨形成的想法,在牙科植入物表面性能的领域吸引了越来越多的关注。上颌后牙区因骨质量差需要植入种植体的情况常见,并且对种植体成功有不利的影响,此时,改性表面的种植体更受青睐。1,2 在以往的研究中,对比\n\n---\n\n译者单位 中山大学附属口腔医院 \n广州市陵园西路56号 510060\n\n中国口腔医学继续教育杂志 2017年7月 第20卷 第4期\n```\n\n-----图片识别失败-----\n\n```markdown\n中国口腔医学继续教育杂志 2017年7月 第20卷 第4期\n\ndispersive spectroscopy, EDS) (EX220, Horiba) \n分析表面成分和元素含量。从每组中取3片钛片评估表面粗糙度。两个粗糙度参数,Sa和表面积比值 \n(Sdr),用共聚焦激光扫描显微镜(confocal laser \nscanning microscopy, CLSM)(LSM 5-Pascal, \nCarl Zeiss)测定。在每一个钛片上,四个随机选取的 \n450-×450-μm平方的区域进行分析。\n\n**2.5 碱性磷酸酶的测定** \n从每个组中选取六个钛片检测碱性磷酸酶活性。 \n含5×10³前成骨细胞的细胞悬液(MC3T3/E1)接种 \n到钛片,置于24孔板培养。细胞在37℃、5%二氧化碳中孵育。然后细胞用磷酸盐缓冲盐水清洗,用胰蛋白酶-乙二胺四乙酸溶液消化。1200 rpm离心7分钟后,细胞沉淀用磷酸盐缓冲溶液洗涤,200 μL的ALP缓冲液轻柔重悬。离心后,采用对硝基苯磷酸为底物,对细胞裂解液进行比色测定测定ALP活性。37℃反应30分钟,0.05-N氢氧化钠终止反应。在405nm处用分光光度计对生成的对硝基苯酚进行测量,与对硝基苯酚标准溶液制备的标准曲线进行比较。使用Bio-Rad蛋白测定法测定蛋白质浓度,进而对酶活性归一化。测量7天和14天的ALP活性。\n\n**2.6 动物外科手术** \n这项研究是由韩国汉城国立首尔大学动物研究委员会批准。所有的动物实验在国立首尔大学实验动物资源研究所的指导方针一致(批准号SNU-111103-2)。这项研究中,使用六只雄性新西兰白兔(8至10个月大,2.5至3.5公斤)。四个植入物分别植入每只兔子(每个胫骨植入两个,每组各一只)。植入物的位置使用2×2拉丁方设计。 \n肌内注射1515mg/kg噻环乙胺/麻醉(舒泰50,维克韩国)和甲苯噻嗪5mg/kg(隆朋、拜耳韩国)麻醉兔子。术前去皮,在胫骨近端区域的皮肤用聚维酮碘擦拭。术前抗生素(头孢)肌肉注射。局部麻醉,2%利多卡因1.8ml注入每个手术部位。皮肤切开,暴露后每个胫骨,骨膜分离。在胫骨近端内侧平面低速(800转)钻入一个2毫米的圆棒。钻孔依次扩大,以达到最终直径为3.2毫米。植入物仅穿透第一皮质层。骨膜、筋膜铬肠线缝合,皮肤丝线缝合。每只兔子术后每天肌注0.06克卡那霉素,持续3天。\n\n**2.7 组织形态学** \n愈合2周和4周后,静脉注射过量的氯化钾麻醉和处死兔子。暴露胫骨,植体与相邻骨头整块切除。标本立即固定在4%中性甲醛,准备嵌入在光固化树脂(Technovit 7200 VLC, Kulzer)。由Donath和Breuner所描述的方法基础上,使用艾卡特系统制备脱钙切片(Exakt)。32标本厚度约50μm,并进行苏木精-伊红染色。通过检查标本光镜下组织学进行评价(Olympus BX, Olympus)。使用连接到一个光显微镜的图像分析软件(Kappa PS30C Imagebase, Kappa Optronics)计算从骨皮质开始的四个连续螺纹的骨-植体接触(BIC)比值和骨面积(BA)。\n\n**2.8 统计分析** \n对被测表面粗糙度参数和碱性磷酸酶测定结果的平均值采用单因素方差分析和Tukey事后检验组间是否存在差异。同时使用单因素方差分析和Tukey事后检验来确定BIC和BA是否具有显著差异。P值小于0.05被认为有统计学意义。\n\n**3 结果** \n**3.1 表征和ALP检测** \n图1显示了研究表面的FE-SEM图像。T组表现出平行的加工槽,这是由制造仪器制造的。SAE组钛片显示由喷砂和酸蚀过程产生的不规则小坑。众多的大孔中伸出非常多的开放孔洞,分布在钛片上。CPA组的表面有开放的孔洞,是由阳极氧化过程产生。高倍镜下观察,然而发现有一薄层CaPO₄,这在A组的钛片上并未发现。 \nEDS分析仅对T组和SAE组仅检测到钛。在A组和CPA组均检测到氧,钛,钙,磷和磷。表1总结了各组种植体表面的元素含量。 \n对Sa值,T组的均值和标准差(standard deviations, SDs)0.32±0.03μm,SAE组为1.36±0.11μm,A组为0.68±0.02μm,CPA组为0.67±0.11μm。对于Sdr来说,T组的均值和标准差SDs为3.6%±1.5%,SAE组为56.7%±16.1%,A组为50.9%±2.9%,CPA组为50%±16.9%。SAE组在所有研究的表面中具有最粗糙的表面(P<0.001)。A组合CPA组对比于阴性对照组的表面,展示出了显著的更粗糙的表面(P=0.003)。Sdr值分析表明,实验组钛片的表面积显著大于阴性对照组的钛片(P=0.002)。图2显示了所观察表面的激光共聚焦显微镜图像。各组间7天和14天产生的ALP并无显著差异(图3)。\n\n217\n```\n\n```markdown\n中国口腔医学继续教育杂志 2017 年 7 月 第 20 卷 第 4 期\n\n图 1 FE-SEM 图像\n(a) T, (b) SAE, (c) A, (d) CPA 表面(原始放大倍率,左到右:×500,×2000,和 ×50000)。注意 CaPO₄ 涂层在 ×50000 放大倍数观察(黑色箭头)。\n\n表 1 钛片表面 EDS 所见的元素含量(原子百分比)\n\n| 元素 | T | SAE | A | CPA |\n|------|---------|---------|-----------------|-----------------|\n| 钛 | 100% | 100% | 39.6% ± 2.8% | 17.0% ± 1.1% |\n| 钙 | — | — | 6.0% ± 0.7% | 20.3% ± 1.9% |\n| 磷 | — | — | 4.6% ± 0.4% | 7.9% ± 0.9% |\n| 氧 | — | — | 49.8% ± 3.6% | 54.8% ± 2.0% |\n\n218 中国口腔医学继续教育杂志\n```\n\n```markdown\n中国口腔医学继续教育杂志 2017 年 7 月 第 20 卷 第 4 期\n\n\n\n图 2 (a) T, (b) SAE, (c) A 和 (d) CPA 表面的 CLSM 图像。T 组表面光滑,加工时产生一些浅沟槽。SAE 表面比其他任何表面明显更粗糙。\n\n\n\n图 3 培养 7 天和 14 天后测得的每个实验组表面的前成骨细胞 ALP 活性。组间差异无统计学意义。\n\n| ALP activity (μmol/L/μg protein) | 7d | 14d |\n|---|---|---|\n| Turned | 0.10 | 0.12 |\n| SAE | 0.10 | 0.12 |\n| Anodized | 0.10 | 0.12 |\n| CPA | 0.10 | 0.12 |\n\n3.2 体内观察\n\n在愈合期没有并发症或植入物失败。移植后 2 周,所有标本在光镜下可见明显的大量松质骨挨着植入物表面骨髓区域(图 4)。植入 4 周后,新形成的皮质骨锚定于植入物表面(图 5)。在所有标本里未观察到炎症反应。\n\n\n\n图 4 光镜下观察兔胫骨上各组 (a) T、(b) SAE、(c) A 和 (d) CPA 植入体的周围(放大倍率 ×12.5×100)。植入后 2 周处死动物。新形成的未成熟骨与现有皮质骨之间的边界可以清楚地看到(白色箭头)。\n\n219\n```\n\n```markdown\n中国口腔医学继续教育杂志 2017 年 7 月 第 20 卷 第 4 期\n\n\n\n2 周后,T 组的 BIC 平均值和标准差分别为 14.0% ± 5.7%,SAE 组为 24.2% ± 5.9%,A 组为 25.4% ± 6.1%,CPA 组为 35.4% ± 4.2%(图 6)。CPA 组表现出的 BIC 比显著高于 T 组(P=0.006)。虽然 SAE 组、A 组和 CPA 组之间的 BIC 没有明显的差异,但 CPA 组拥有最高的平均值,而 SAE 组和 A 组表现出比 T 组较高的平均值。4 周后,T 组的平均值和 SDs 为 31.1% ± 14.7%,SAE 组为 53.6% ± 15.8%,A 组为 48.4% ± 9.9%,CPA 组为 53.7% ± 10.9%,组间无显著性差异(P > 0.05)(图 6)。\n\n2 周后,T 组 BA 的平均值和标准差为 30.3% ± 4.7%,SAE 组为 34.4% ± 4.3%,A 组为 47.2% ± 6.7%,CPA 组为 48.8% ± 6.6%,而 4 周后,分别为 39.4% ± 9.2%、56.3% ± 4.5%、52% ± 8.0%,以及 50.1% ± 24.7%(图 7)。2 周后,A 和 CPA 组比其他组表现出明显较高的 BA 值(P = 0.009)。然而植体植入后四周,各实验组表面 BA 值之间没有显著差异。\n\n\n*P < 0.05。\n\n220 中国口腔医学继续教育杂志\n```\n\n```markdown\n中国口腔医学继续教育杂志 2017 年 7 月 第 20 卷 第 4 期\n\n\n\n图 7 实验植体愈合 2 周和 4 周后的 BA(平均值和标准差) \n*P < 0.05。\n\n4 讨论\n\n植体表面的骨响应由表面形貌、表面化学、化合物成分和在体内环境这些因素影响。8 在这项研究中,磷酸钙涂层 - 阳极氧化表面与光滑表面、SAE 表面和阳极氧化表面对比,包括从表面形貌、表面化学以及在体外和体内反应的角度比较。\n\n表面改性的结果如下,在光滑的表面(T 组,Sₐ=0.32±0.03 μm),两种微粗糙表面(A 组和 CPA 组,分别为 Sₐ=0.68±0.02 μm,Sₐ=0.67 μm±0.11 μm),适度的粗糙表面(SAE 组,Sₐ=1.36±0.11 μm)。其中 SAE 组表面粗糙度似乎对于骨结合是最理想的。23 然而,从表面骨接触面积(Sₐ)的角度来看,表面改性组间无显著性差异。12,33\n\n磷酸钙生物材料,类似于骨盐,已知其能促进细胞功能,并且生成明显的骨 - 磷酸钙界面。此外,磷酸钙本身具有结合骨形成蛋白的骨传导和骨诱导性能。30 因此,磷酸钙涂层使种植体表面更具生物活性。23 Orsini 课题组将磷酸钙颗粒作为一种双向酸蚀表面的添加剂从而促进骨结合,结果对比于空白表面,产生了高两倍的平均 BIC 值。11 在目前的研究中,阳极表面被视为磷酸钙涂层额外的目标,因为此微粗糙表面似乎可以改善种植体的骨反应。出于同样的原因,SAE 表面作为阳性对照,因为它表现出适度的粗糙度。正如预期的那样,对比于 A 组,CPA 表面增强骨 - 植体的接触。然而,观察到的增强程度并未如奥尔西尼课题组研究结果般明显。\n\n虽然 EDS 分析发现在阳极表面有钙和磷化合物,但这些都是来自电解质,并且和磷酸钙涂层的\n\n化学结构和结晶度不同。5 此外,对比于 CPA 表面,阳极氧化组表面的钙和磷的化合物更少。化学结构、结晶度和磷酸钙成分似乎对种植体与骨的亲和作用有影响,但这种亲和性的实际机制是未知的。23\n\n在体外,研究表面的 ALP 活性没有明显差异,而 ALP 活性被用来评价成骨细胞的分化性能。34 以往的一个研究有类似的结果,其结论是表面粗糙度对大鼠骨髓细胞分化的影响还不清楚。35 另一项研究不同表面粗糙度 HA 片也没有发现任何显著差异。36 然而,最近的研究表明,相比光滑钛表面(Rₐ=0.2 μM),在 SAE 表面较高的碱性磷酸酶活性(平均高度偏差 [Rₐ]=3.2 μm),虽然它的 SAE 表面比那些用于本研究用表面的更粗糙(Rₐ=1.36 μm)。37 另外的一个使用成骨样细胞株 MG63 的实验表明,较粗糙的喷砂及阳极化表面比光滑表面表现出更强的 ALP 活性。38 可见单独表面粗糙度对前成骨细胞细胞 ALP 活性无显著影响。然而,体内在 CPA 表面发现了最强的骨 - 植人体的相互作用,这与体外试验结果不一致。故许多变量包括表面粗糙度、化学和细胞类型,似乎都与成骨细胞的分化相关。\n\n本研究的平均 BIC 值表明改性表面(SAE、A 和 CPA 组)产生了优于 T 组的早期骨反应。这些体内的实验结果与以往的实验结果一致。5,7,39 此外,植体植入 2 周后,CPA 组比其他实验组的表明具有显著更高的 BIC 和 BA 百分比,这表明 CPA 组在螺纹空间,具有更快速、更足量的骨生成。4 周时,组间无显著性差异,毕竟这可能是一个小样本的结果。然而并没有证据来反驳这些发现。有几个研究探索磷酸钙涂层 - 阳极氧化表面,一个研究涉及类似的表面,研究人员应用成纤维细胞生长因子,另一个没有进行生物测试,第三个表现出类似的结果。40-42\n\n5 结论\n\n磷酸钙涂层 - 阳极氧化表面可在种植体 - 骨界面产生更快的骨结合,并在种植体表面附近形成更多的骨。此外可以推测,植入表面改性方法的结合,如磷酸钙涂层 - 阳极氧化表面的结合,可能对骨 - 植人体的反应产生有利的影响。然而,需要进一步的临床研究来证实这一假说。\n\n6 鸣谢\n\n本实验属于由教育部资助的韩国国家研究基金会的基础科学研究项目——科学与技术(编号 2011-0007662)。本研究作者间无利益冲突。 |
Vol.48 No.1\n224.\n\n化工新型材料\nNEW CHEMICAL MATERIALS\n\n第48卷第1期\n2020年1月\n\n微波固化技术及其在飞机战伤抢修中的应用探讨\n贺旺¹ 杜晓伟² 陈名华² 许光群¹ 谢金标¹\n(1.国营芜湖机械厂,芜湖241007;2.空军工程大学航空机务士官学校,信阳464000)\n\n摘要综述了近年来微波固化技术及微波修补技术的研究进展及应用现状,从研究方向、修理材料、微波设备、试验验证和固化工艺等方面,探讨了微波修补技术在飞机战伤抢修工程化应用中需深入开展的研究工作。\n\n关键词 微波固化,应用现状,飞机战伤抢修\n\nDiscussion on microwave curing technology and application in\naircraft battle damage repair\n\nHe Wang¹ Du Xiaowei² Cheng Minghua² Xu Guangqun¹ Xie Jinbiao¹\n(1.State-operated Machinery Factory of Wuhu, Wuhu 241007;\n2. Aeronautical Servie Sergeant School, Air Force Engineering University, Xinyang 464000)\n\nAbstract Reviews was made on the advances and applications of the microwave curing and repairing technology from the direction of research, repairing materials, microwave equipment, experimental verification and curing process in recent years. Moreover, the further engineering applications of the microwave repairing in aircraft battle damage repair were deeply studied.\n\nKey words microwave curing, application status, aircraft battle damage repair\n\n飞机战伤抢修(ABDR)指战时通过有效使用保障资源对战伤飞机进行评估,采用现场修理或延迟修理等措施,使之恢复一定程度的任务能力,包括至少再出动一次或飞回后方修理场所的战时维修活动,是保持飞机持续作战能力最直接、最有效、最经济的途径,是战斗力的倍增器[1],而胶接作为一种高效实用的战伤抢修技术,是战时快速修理飞机金属材料和复合材料结构损伤一种非常有效的抢修手段。基于微波固化技术特殊的加热机理,其具有传热均匀、加热效率高、固化速率快等优点,美军将其应用于飞机结构胶接修理中,并列为重点发展的战伤抢修技术之一[2]。笔者对近年来国内外微波固化技术的发展及其在战伤抢修中的应用情况进行了系统总结,并对该技术在飞机战伤抢修工程化应用中需开展的研究工作进行了探讨。\n\n1 微波固化技术的发展及原理\n\n微波是频率为300MHz~30GHz的电磁波。微波技术首先应用于雷达、通信、广播、电视等技术中,作为一种信息或信息的载体使用。在通信工程应用中,发现存在热效应导致微波能损耗,需要预防和消除。在此基础上,不少研究人员对微波加热进行了不断的探索、试验和研究,直到20世纪60年代末,微波能被作为一种能源加以利用,用于加热、干燥、杀虫、灭菌、医疗等方面上。\n\n工业、科研常用的微波频率为2450±50MHz,该频率与化学基团的旋转振动频率接近,故可用以改变分子的构象,选择性地活化某些反应基团,促进化学反应,在化学各个领域中得到广泛应用。对于微波固化反应的机理,目前仍有争议,主要有“致热效应”和“非致热效应”两种解释。传统观点认为微波固化加速反应主要是由于微波的“致热效应”,其固化机理是极性物质在外加电磁场的作用下,内部介质极化产生的极化强度矢量落后于电场一个角度,导致与电场相同的电流产生,构成物质内部功率耗散,从而将微波能转化为热能,致使固化体系快速均匀升温而加速反应;而另一种观点就认为微波除了热效应以外还存在一种不是由温度引起的非热效应,改变了反应动力学,降低了反应活化能[3-6]。\n\n2 微波固化技术研究\n\n环氧树脂等热固性树脂及其复合材料的微波固\n\n作者简介:贺旺(1980-),男,硕士,高级工程师,主要从事飞行器结构修理方面的研究。\n\n\n第1期\t贺旺等:微波固化技术及其在飞机战伤抢修中的应用探讨\t225.\n\n化是研究的重点之一,国外已经进行了广泛的研究,并从实验室逐步向工程化应用过渡。主要研究内容包括:微波固化机理、工艺、设备等方面。而国内在该方面的研究起步较晚,仅初步探讨了热固性树脂及其复合材料的微波固化行为及工艺。但由于微波独特的“分子内”均匀加热方式,使得树脂固化均匀、速度快、易于控制、节省能源、设备投资少,在热固化树脂及其复合材料固化方面的研究越来越重视[7-9]。\n\n微波固化技术另一应用方向主要在装备应急维修中,包括复合材料的微波修补以及金属结构损伤的复合材料微波快速抢修,目前也取得了一些探索性的成果,但仍远远达不到工程化应用的要求。雷运波等[10]还开展了环氧树脂混凝土试件在自制微波辐射装置下的固化研究,发现微波固化具有高强、快硬、施工方便及固化易于控制等优点,可应用于路面抢建工程。\n\n2.1 树脂的微波固化研究\n\n树脂作为复合材料的基体材料,其微波固化机理、性能、工艺的研究,对树脂基复合材料的微波固化规律具有指导意义,一直作为微波固化的重点研究方向,多以环氧树脂等热固性树脂研究为主,并拓展至双马来酰亚胺树脂、聚酰胺树脂、呋喃树脂和酚醛树脂[11-13]。\n\n为解决部分树脂感应微波性能较弱的问题。陈名华等[14]研究了铁粉、铜粉、石墨粉、Fe3O4粉、SiO2粉、Al2O3粉等不同微波吸收剂对环氧胶黏剂微波固化时间的影响;在固化效率方面,孙晓峰等[15]利用自研的腔外加热式微波设备固化环氧树脂胶黏剂,采用差示量热、红外光谱及扫描电镜分析方法,考察了微波与加热两种固化方式下环氧树脂胶黏剂的固化行为。结果表明微波固化时间是加热固化的1/24,且微波能有效改善纳米粉体与树脂基体之间的相容性,提高界面结合性能。Zainol 等[16]对双马来酰亚胺树脂分别进行热固化和微波固化,发现在微波场中双马来酰亚胺树脂固化速率较热固化快。\n\n2.2 复合材料微波固化研究\n\n在树脂微波固化研究的基础上,国内外广泛开展了树脂基复合材料微波固化研究。在微波吸收剂方面,游彦宇等[17]选择 Fe3O4作为环氧E51/DDM体系的微波吸收剂,利用超声设备对 Fe3O4 粉体进行分散,研究了Fe3O4 添加量对微波扫描固化速度的影响,并探索其增速机理以及添加 Fe3O4 对玻纤增强复合材料热、力学性能的影响。Urabe等[18]研究了SiO2填充树脂基复合材料的微波固化反应,探讨了粒子含量及不同粒径对材料性能的影响;在固化工艺方面,陈萍等[19]研究了碳纤维/环氧预浸料在微波辐射下的固化特性,并对微波固化-真空袋成型工艺中存在的真空袋易过热破损的问题进行研究。丁星星等[20]在热压罐设备基础上搭建了高压微波固化实验平台,采用高压微波加热固化工艺制备了碳纤维/环氧复合材料,提高了力学性能。Papargyris 等[21] 研究了热固化和微波固化碳纤维/环氧复合材料,发现微波固化所用时间较热固化减少50%以上,通过扫描电镜观察拉伸断裂表面,表明微波固化后的碳纤维表面更好地包覆了环氧树脂,且显著地提高了界面剪切强度。文友谊[22]还研究了微波固化碳纤维/双马复合材料的工艺方法,对比分析了微波和电加热对其固化度和玻璃化转变温度的影响规律。Xue等[23]研究发现,同热固化相比,微波固化的碳纤维/环氧树脂复合材料具有较高的压缩强度。\n\n2.3 微波修补技术研究\n\n微波修复技术是指利用微波独特的致热特点,使粘贴于装备及零部件损伤部位的高分子复合材料快速固化,在短时间内恢复或提高损伤部位的强度,达到其使用要求。国外关于微波修补方面的研究主要集中在对搭接接头的微波固化研究,能在一定程度上指导微波修补。Kai等[24]采用工业微波炉对聚酰亚胺胶黏剂粘结不锈钢接头进行了微波固化,发现微波固化后,接头的拉伸剪切强度要好于传统加热固化,时间大大缩短。Olofinjana 等[25]采用环氧胶黏剂对3种工程塑料进行粘结,采用微波固化,并设计温度反馈装置有效提高了胶接接头的粘结质量。Yarlagadda等[26]设计了一套温度控制系统,用于微波固化速度,提高胶接接头的力学性能。\n\n国内也开展了相关研究工作,主要针对金属结构的复合材料微波修复以及复合材料结构的微波修复。包括:腔外加热式微波设备、微波结构胶的研制,固化工艺的开发以及静态、疲劳力学性能研究等方面。\n\n郑立胜等[27]研制开发了复合材料微波快速胶接修复设备及微波结构胶,并进行试验验证,与常规修理相比显著地缩短了修复时间。代永朝等[28]对含有预制裂纹的铝合金试样进行了碳纤维/双马复合材料补片贴补修理,结果表明静拉伸强度恢复率为86%,且疲劳寿命明显提升。路阳等[29]使用微波粘接固化方法修理蜂窝夹芯结构破孔损伤,静强度\n\n\n## 3 结语及应用展望\n\n近20年来,利用微波修补技术快速、高效等优点,应用于飞机战伤抢修成为重要研究方向,国外相关技术资料较少,国内研究也有部分成果,并应用于飞机实际修理,但总体来讲不够系统和规范,还需开展大量的研究工作才能满足工程化应用的需要。\n\n(1)明确微波修补技术的研究方向。目前,飞机结构的修补主要基于金属加强件的机械连接修理,但该方法会使结构增重较多,引入新的损伤源,恶化损伤区域的受力情况,降低修复效果<sup>[34]</sup>,且效率低,而复合材料补片胶接修补技术可解决该部分问题。当前微波修补技术研究和应用主要针对飞机损伤铝合金薄板(厚度小于5mm)结构件的快速修复<sup>[35-37]</sup>。因此,应首先解决铝合金薄蒙皮的战伤抢修工程化应用问题,通过对修理材料体系、修理设备、固化工艺等方面的研究,在尽可能短的时间内,用最少的设备、人员和设施,把战伤飞机恢复到最低水平的备战状态。在形成修理技术基础上,可将微波修补技术,拓展到层压板、蜂窝夹层等复合材料结构的战伤抢修上。\n\n(2)规范专用修理材料体系。基于战伤抢修的特点及需求,修理所用的材料必须在室温下具有长储存寿命。其中结构胶是关键的修理材料,应能在室温下固化,且对固化压力要求不高,在真空压力或滚筒等机械加压等条件下固化仍具备较好的力学性能。国内前期研究中,主要通过在现有的环氧类结构胶中,添加颗粒或短纤维用以提高微波吸收效率,加快固化反应速率,缩短固化时间,但均为实验室产品,没有规范化的材料标准和使用规范。因此,应重点针对现有的环氧类结构胶进行固化配方改进,通过加入微波吸收剂,或者将有利于微波吸收的基团和分子引入到微波固化体系中,提高微波吸收效率,改善微波固化产物的综合性能<sup>[38]</sup>,并形成专用的材料规范。\n\n(3)修理设备的智能化升级。微波加热设备是微波修补技术的重要组成部分,传统的微波加热设备多采用箱式或腔式结构,而对于飞机战伤抢修不可行。因此,国内多个学校相关研究人员,成功开发了便携式辐射型微波修复设备,基本可以满足损伤修复的要求,但设备功能较为简单,存在温度控制不精确、能量转换效率较低、实际修理受限等方面的问题。基于未来战伤抢修的需求,应在操作控制、安全性、便携性等方面对设备进行智能化升级。\n\n(4)系统化开展修理试验验证。美军空军只要求战伤抢修有100h的疲劳寿命<sup>[39]</sup>,意味着修理主要按静强度进行设计,修理的疲劳或耐环境性相对不重要。国内前期的研究中,开展疲劳性能试验较少,且基本没有耐环境性试验,但为保证修理的耐久性,应系统开展试验验证工作,包括静态、疲劳以及耐环境性试验。由于湿-热和干-冷环境是复合材料胶接接头最严重的影响因素<sup>[40]</sup>,因此,耐环境性试验应重点考核修理后的湿热及干冷性能。\n\n(5)快速修理工艺研究。快速修理工艺主要包括表面处理工艺及加压固化工艺,均需简单、快速。其中表面处理虽然以磷酸阳极化(PAA)处理的效果最好<sup>[41]</sup>,但处理时间较长,可结合修理材料研究及修理实际需求,开展打磨、吹砂等快速表面处理工艺研究。当前加压固化工艺多以工具进行机械施压,但存在施压不均匀,压力较小等问题。后续可重点开展真空袋法研究,针对碳纤维与微波之间的电磁耦合作用会产生电弧,致使真空袋破损的问题,可通过采用铝带或环氧树脂屏蔽碳纤维的尖端、密封胶条沿着复合材料边缘密封粘贴真空袋等方法<sup>[42-43]</sup>,避免电弧的产生,确保微波修补过程中真空袋不会破损。\n\n\n参考文献\n\n[1] 张建华,飞机战伤抢修工程学[M].北京:航空工业出版社,2001,1-5.\n[2] 王东峰,汪定江,杨后川,用于胶接抢修的微波固化温度监控系统设计[J].机电产品开发与创新,2009,22(1):107-108.\n[3] 耿杰,李勇,陈云雷,等.环氧树脂聚酰胺体系微波固化特性研究[J].玻璃钢/复合材料,2013(5):7-13.\n[4] 谷晓昱,张军营,微波固化环氧树脂中非热效应的研究[J].高分子材料科学与工程,2006(22):183-186.\n[5] 郑立胜,李远才,代永朝,等.环氧复合材料用微波固化技术及\n\n\n第1期\t贺旺等:微波固化技术及其在飞机战伤抢修中的应用探讨\n\n[6]\t其展望[J].玻璃钢/复合材料,2006(3):53-56.\n[7]\tGuido S, Eugenio A, Domenico A. Conventional and microwave curing process of epoxy system: kinetic analysis and characterization [J]. Microwave and Optical Technology Letters, 2009,51(11): 2777-2783.\n[8]\tMark W, David A, Richard J D, et al. Investigation of the microwave curing of the PR500 epoxy resin system [J]. J Mater Sci, 2006,41(7):5862-5869.\n[9]\tShuangjie Z, Martin C H.A study of microwave reaction rate enhancement effect in adhesive bonding of polymers and composites[J].Composite Structures, 2003, 31(3): 303-309.\n[10]\t周文英,热固性树脂微波固化研究进展[J].塑料,2005,34(5): 47-53.\n[11]\t雷运波,蒋懋,陈辉国,等.微波固化环氧树脂混凝土路面抢修材料的力学性能[J].建筑材料学报,2013,16(4):599-602.\n[12]\tUnai L, Mariasun S, Koldo G, et al. Polymerization and curing kinetics of furan resins under conventional and microwave heating[J]. Thermochimica Acta, 2014,581(2):92-99.\n[13]\tKimberly DF, Rahul NM, Sue A B A, et al. Variable frequency microwave curing of photosensitive polyimides [J]. IEEE Transactions on Components and Packaging Technologies, 2001,24(3):474-481.\n[14]\tChun LL, Yong GY, Hai L F, et al. Microwave promoted rapid curing reaction of phenolic fibers [J]. Polymer Degradation and Stability, 2008,93(11):507-512.\n[15]\t陈名华,姚武文,王新坤,等.微波固化碳纤维/环氧树脂胶的研究[J].粘接,2005,26(6):13-15.\n[16]\t孙晓峰,马世宁,朱乃姝,等.环氧树脂胶粘剂微波固化研究[J].中国工程机械学报,2010,8(1): 107-110.\n[17]\tZainol I, Day R, Heatley F. Comparison between the thermal and microwave curing of bismaleimide resin [J]. Apply Poly Sci, 2003,90(10):387-397.\n[18]\t游彦宇,李勇,还大军,等.Fe304对微波扫描快速成形复合材料固化速率及性能的影响[J].南京航空航天大学学报,2016, 48(4):569-576.\n[19]\tUrabe H, Nomuray Y, Shirai K, et al. Effect of filler content and size to properties of composite resins on microwave curing [J]. Journal of Material Science, 1999,10(6):375-378.\n[20]\t陈萍,徐学宏,李振忠,等,一种碳纤维/环氧预浸料的微波固化特性及其层合板的微波固化工艺研究[J]. 材料工程,2016, 44(4):45-50.\n[21]\t丁星星,湛利华,李树健,等.先进树脂基复合材料高压微波固化工艺实验研究[J].玻璃钢/复合材料,2018(1):68-72.\n[22]\tPapargyris DA, Day RJ, Nesbit A, et al. Comparison of the mechanical and physical properties of a carbon fibre epoxy composite manufactured by resin transfer moulding using conventional and microwave heating [J]. Composites Science and Technology, 2008,68(7/8): 1854-1861.\n[23]\t文友谊.碳纤维增强树脂基复合材料微波固化技术[J].航空制造技术,2015(2):61-64.\n[24]\tXue HX, Xiao Q W, Qun C, et al. Improvement of the compressive strength of carbon fiber/epoxy composites via microwave curing[J]. Journal of Materials Science & Technology, 2016,32(10):226-232.\n[25]\tKai W, Xiaojie Y, Maosheng Z. Comparison between microwave and thermal curing of a polyimide adhesive end-caped with phenylethynyl groups [J]. International Journal of Adhesion & Adhesives, 2017, 74(12):28-34.\n[26]\tOlofinjana A, Yarlagadda PKDV, Oloyede A. Microwave processing of adhesive joints using a temperature controlled feedback system [J]. International Journal of Machine Tools & Manufacture, 2001, 41(7):209-225.\n[27]\tYarlagadda PKDV, Cheok E C.Study on the microwave curing of adhesive joints using a temperature-controlled feedback system[J]. Journal of Materials Processing Technology, 1999,91(12):128-149.\n[28]\t郑立胜,代永朝,复合材料微波胶接修补技术的研究及应用[J].航空制造技,2007(11):93-96.\n[29]\t代永朝,郑立胜,飞机微波固化粘接修补技术试验研究[J].粘结,2008(6): 38-41.\n[30]\t路阳、赵宇、代永朝,等.复合材料损伤微波修理试验研究[J].航空维修与工程,2009(3):50-51.\n[31]\t马世宁,孙晓峰,朱乃姝,微波修复技术研究与发展[J].中国表面工程,2010(2): 100-105,111.\n[32]\t钱海峰,马世宁,孙晓峰,等.复合材料快速修复含裂纹铝合金板的力学性能研究[J].四川兵工学报,2009,30(11):28-31.\n[33]\t许陆文,代永朝,苗励刚,飞机结构战伤复合材料微波快速抢修技术[J].航空工程与维修,2002(3):17-20.\n[34]\t许陆文.复合材料微波快速抢修技术在某重型战机抢修中的应用[J].中国表面工程,2006,19(5): 223-226.\n[35]\tQudadw W, Bachir B B, Belhouari M, et al. Analysis of the plastic zone size ahead of repaired cracks with bonded composite patch of metallic aircraft structure [J]. Computer Material Science, 2009,46:950-954.\n[36]\tBaker A A. Repair efficiency in fatigue-cracked aluminum components reinforced with boron/epoxy patches [J]. Fatigue Fracture Engineering Material Structure, 1993, 16:753-765.\n[37]\tAlbedah A, Bachir B B, Mhamdia R, et al. Comparison between double and single sided bonded composite repair with circular shape[J]. Material Design, 2011, 32:996-1000.\n[38]\tGuJU, Yoon HS, Chuoi N S. Acoustic emission characterization of a notched aluminum plate repaired with a fiber composite patch[J]. Composites: Part A, 2012, 43:2211-2220.\n[39]\t徐学宏,王小群,闫超,等.环氧树脂及其复合材料微波固化研究进展[J].材料工程,2016(8):111-120.\n[40]\t董登科,丁惠梁译,飞机金属结构复合材料修理技术[M].北京:航空工业出版社,2017,567-568.\n[41]\t牛春匀著,实用飞机复合材料结构设计与制造[M].北京:航空工业出版社,2010,294-295.\n[42]\t陈明安,张新明,蒋志军,等.铝及铝合金表面处理后的表面特征和粘接特性[J].化学与粘合,2001(6):262-267.\n[43]\tKwak M, Robinson P, Bismarck A, et al. Curing of composite materials using the recently developed HEPHAISTOS microwave [C]. Jeju Island, Korea: International Committee on Composite Materials, 2011.\n[44]\tLi N, Li Y, Hang X, et al. Analysis and optimization of temperature distribution in carbon fiber reinforced composite materials during microwave curing process [J]. Journal of Materials Processing Technology, 2014(3): 544-550.\n收稿日期:2019-04-28\n\n |
磷酸阳极化是一种专门针对铝及其合金的表面处理技术,广泛应用于航空航天、汽车制造、电子设备等领域。该工艺通过在磷酸溶液中对铝材施加电流,生成一层多孔的氧化膜,从而提升材料的耐腐蚀性、耐磨性和附着力,便于后续的涂装或染色处理。
**工艺原理:**
在磷酸阳极化过程中,铝工件被浸入含有磷酸的电解液中,作为阳极,与阴极一起连接到电源。通电后,铝表面发生电化学反应,生成一层多孔的氧化铝膜。这种多孔结构有利于染料或涂层的渗透和附着,从而增强了表面的功能性和美观性。
**工艺参数:**
- **电流密度:** 通常控制在1.0至3.0安培/平方分米之间,以确保氧化膜的均匀性和质量。
- **溶液温度:** 一般保持在20至30摄氏度,过高或过低的温度都会影响膜层的形成速度和质量。
- **处理时间:** 根据所需的膜厚,处理时间通常在10至30分钟之间。
- **磷酸浓度:** 电解液中磷酸的浓度一般为10%至15%,以保证氧化过程的稳定性和效率。
**氧化膜特性:**
磷酸阳极化生成的氧化膜具有以下特点:
- **多孔结构:** 孔径均匀,适合染色和涂层的附着。
- **膜厚:** 通常在2至10微米之间,可根据需要进行调整。
- **透明度:** 氧化膜透明,能较好地呈现底材的质感和颜色。
**优缺点:**
*优点:*
- **提高耐腐蚀性:** 氧化膜有效隔绝外界环境,显著提升铝材的耐腐蚀性能。
- **增强附着力:** 多孔结构使涂层或粘接剂更牢固地附着在铝表面。
- **装饰效果佳:** 通过染色可获得多种颜色,提升产品的美观性。
*缺点:*
- **工艺控制要求高:** 需要严格控制电流密度、温度和时间等参数,以确保膜层质量。
- **处理成本:** 相较于其他阳极化方法,磷酸阳极化可能需要更高的设备和维护成本。
**应用实例:**
- **航空航天:** 飞机结构件和蒙皮的表面处理,提高耐腐蚀性和涂层附着力。
- **汽车制造:** 发动机部件、车身面板等的表面处理,增强耐久性和美观性。
- **电子设备:** 手机、笔记本电脑外壳的装饰性阳极化处理,提供多样的颜色选择和耐磨性。
通过对磷酸阳极化工艺的深入了解和精确控制,可以在实际应用中获得优质的铝材表面处理效果,满足不同领域的需求。 |
阳极氧化提高铝合金船壳耐蚀性
2018-01-29 10:30:36 作者:本网整理 来源:中国电镀协会分享至:
[](http://www.ecorr.org.cn/news/science/2018-01-29/168095.html#)[](http://www.ecorr.org.cn/news/science/2018-01-29/168095.html#)[](http://www.ecorr.org.cn/news/science/2018-01-29/168095.html#)[](http://www.ecorr.org.cn/news/science/2018-01-29/168095.html#)
**一、铝合金的表面防腐处理方法**
随着各国航运事业的发展和效率的需要,高速客运船舶越来越多的使用了铝合金为船体结构和材料。海水的成分复杂,对船体的腐蚀也非常严重。海水中的氧、氯离子以及复杂的海生物是海水腐蚀的主要因素,氯离子等多种离子构成了电解质溶液,使得海水腐蚀具有电化学腐蚀的特性。由于防锈铝的屈服强度一般只是普通低碳钢的1/2,抗拉强度是普通低碳钢的2/3,疲劳性能较差,而且铝合金船体的外板较薄,一般只有5~6mm左右,所以铝合金的腐蚀和防护具有重要意义。
铝及其合金材料由于其高的强度/质量比、加工易成型以及优异的物理、化学性能,其用量为仅次于钢铁的第二大类金属材料。铝合金在大气条件下,其新鲜表面立即生成自然的氧化膜,这层氧化膜非常薄,一般在0.005~0.015μm的范围内,易破损,在酸碱性条件下迅速溶解。同时,铝合金材料硬度低,耐磨性差。因此铝合金在使用前往往须经过相应的表面处理以满足其对环境的适应性和安全性,减少腐蚀,延长使用寿命。通过适当的表面氧化处理,氧化膜的厚度可以增加100~200倍。
目前,随着船体结构材料对铝合金耐腐蚀性能要求不断提高,阳极氧化、化学氧化、磷化、铬酸盐处理、微弧氧化、热喷涂等表面处理工艺在提高船体材料铝合金材料耐腐蚀性能方面受到广泛应用。常见的铝及其合金的表面处理方法有电镀、化学镀、阳极氧化处理、化学氧化、磷化处理、铬酸盐处理、微弧氧化、热喷涂等。
以上方法各具特点:
阳极氧化法被称作铝合金表面处理的“万能”技术,应用最为广泛;铝及其合金的阳极氧化膜的厚度可达几十至几百微米,不但具有良好的力学性能和耐蚀性能,而且还具有较强的吸附性能,采用各种着色方法后可以得到美观的装饰外表。

铝合金阳极氧化
化学氧化是指在一定的温度下,使铝表面与溶液发生化学作用,形成一层致密氧化膜。铝合金经化学氧化处理后所得膜层厚度一般为 0.5~4μm,膜层多孔具有良好的吸附性,可作为有机涂层的底层,但其耐蚀性和耐磨性均不如阳极氧化膜好。化学氧化的设备简单,操作方便,生产效率高,成本低,适合用于很难用阳极氧化方法获得完整氧化膜的大型、复杂、组合或微型零件的处理。
微弧氧化技术是指通过电解液中等离子体弧光放电作用,使铝合金表面形成一层以α-A12O3和γ-A12O3为主的硬质陶瓷层,其层的厚度超过阳极氧化,硬度优于电镀表面,且前后处理简单,是一种很有发展前途的表面处理工艺。
磷化处理就是用含有磷酸、磷酸盐和其他化学药品的稀溶液处理铝合金,是铝合金表面发生化学反应,转变为完整的具有中等防蚀作用的不溶性磷酸盐层。但是对于铝合金来说,应用范围很小,获得的铝合金的耐蚀性低于其他方法获得的铝合金镀层,故一般这种处理方法几乎不用于防护目的,唯一使用的场合是作为冷变形加工的前处理。
电镀是将直流电通入具有一定组成的电解质溶液中,在电极与溶液之间的的、界面上发生电化学反应(氧化还原反应),进而在铝合金表面上形成致密均匀的氧化铝膜。其缺点是电镀液配方复杂,污染严重,能耗大。
化学镀是利用合适的还原剂,是溶液中的金属离子有选择性地在经催化剂活化的铝合金表面上还原析出金属镀层。一般多用化学镀镍来提高铝合金表面的耐蚀性和耐磨性。
**二、铝合金阳极氧化的发展现状**
过去由于制铝业落后。表面处理技术发展缓慢,铝合金的阳极氧化比国外整整晓20年,为赶超世界先进水平,我国铝业工作者进行了不懈的努力,阳极氧化技术得到了进一步提高。
阳极氧化仍是我国现代最基本和最通用的铝合金表面处理方法,它是将铝合金置于一定的电解质溶液中,施加阳极电压进行电解,便可在其表面生成一层致密的氧化膜。阳极氧化可分为普通阳极氧化和硬质阳极氧化。其中普通阳极氧化的方法主要有硫酸阳极氧化、铬酸阳极氧化、草酸阳极氧化、磷酸阳极氧化等,普通阳极氧化的工艺改进有:
1、宽温快速阳极氧化技术
2、硼酸-硫酸阳极氧化工艺
3、铝在铬酸中高电压阳极氧化
4、铝在磷酸中恒压阳极氧化
5、高浓度酸加硫酸镍快速氧化;
硬质阳极氧化的方法有:
1、硫酸硬质阳极氧化法
2、混合酸常温硬质阳极氧化法
3、脉冲硬质阳极氧化法
4、铸铝合金硬质阳极氧化法
5、低压硬质阳极氧化法
恒定电流密度下铝合金硬质阳极氧化。铝及铝合金电解着色工艺所获得的色膜具有良好的耐磨、耐晒、耐热性、抗化学腐蚀性,广泛应用于现代建筑。

铝合金硬质阳极氧化
在铝型材的防腐蚀工程中,电解着色工艺将得到更广泛的开发和应用。铝合金表面处理的着色工艺目前主要有阳极化铝光干涉电解着色工艺、铝合金表面着亮黑色工艺。铝阳极氧化膜具有很高孔隙率和吸附能力,容易受污染和腐蚀介质侵蚀,必须进行封孔处理,其目的是提高耐蚀性,提高抗污染能力和固定色素体。常用的封孔处理方法有热水封闭法、蒸汽封闭法、重铬酸盐封闭法、水解封闭法。
最新研究成果表明,对于船壳用铝合金的耐蚀性可以通过对LYl2进行恒定电流密度下的阳极氧化,并用双酚A型环氧树脂,220℃下,6小时封闭处理,来提高铝合金船壳的耐蚀性。
|
# 阳极处理[[编辑](https://zh.wikipedia.org/w/index.php?title=陽極處理&action=edit§ion=0&summary=/* top */ )]
31种语言
- [条目](https://zh.wikipedia.org/wiki/陽極處理)
- [讨论](https://zh.wikipedia.org/w/index.php?title=Talk:陽極處理&action=edit&redlink=1§ion=new)
大陆简体
- [阅读](https://zh.wikipedia.org/wiki/陽極處理)
- [编辑](https://zh.wikipedia.org/w/index.php?title=陽極處理&action=edit)
- [查看历史](https://zh.wikipedia.org/w/index.php?title=陽極處理&action=history)
工具
维基百科,自由的百科全书
(重定向自[陽極氧化](https://zh.wikipedia.org/w/index.php?title=陽極氧化&redirect=no))
| [](https://zh.wikipedia.org/wiki/File:Tango-nosources.svg) | 此条目**没有列出任何[参考或来源](https://zh.wikipedia.org/wiki/Wikipedia:列明来源)**。 *(2016年11月1日)* 维基百科所有的内容都应该[可供查证](https://zh.wikipedia.org/wiki/Wikipedia:可供查證)。请协助补充[可靠来源](https://zh.wikipedia.org/wiki/Wikipedia:可靠来源)以[改善这篇条目](https://zh.wikipedia.org/w/index.php?title=陽極處理&action=edit)。无法查证的内容可能会因为异议提出而被移除。 |
| ------------------------------------------------------------ | ------------------------------------------------------------ |
| | |
[](https://zh.wikipedia.org/wiki/File:Cheap_carabiners.JPG)图为经过阳极处理(含染色)的登山锁,表面为氧化铝。
**阳极处理**(英语:Anodizing),是[电解](https://zh.wikipedia.org/wiki/電解)[钝化](https://zh.wikipedia.org/wiki/鈍化)处理的一种,用来增加金属零件表面[氧化](https://zh.wikipedia.org/wiki/氧化)层的厚度,一般铝合金很容易氧化,氧化层虽然有一定钝化作用,但长期暴露之结果,氧化层会剥落,丧失保护作用,因此阳极处理即是利用其容易氧化之特性,藉电化学方法控制氧化层之生成,以防止铝材进一步氧化,同时增加其表面的机械性质,另一目的是,藉不同化学反应产生各种色泽增进美观,广泛运用于飞机皮、军事武器、影印机抄纸滚筒、建筑物铝帷幕、铝门窗
阳极处理名称由来是因为,在[电子回路](https://zh.wikipedia.org/wiki/電子迴路)中金属零件被放置于[阳极](https://zh.wikipedia.org/wiki/陽極),阳极处理使金属零件较不易[腐蚀](https://zh.wikipedia.org/wiki/腐蝕)及磨损,且使底漆更能完整附着上零件,阳极处理提供多种表面修饰的效果,如镀上较厚且多孔的表面使染料更容易被吸收,或是较薄的透明层以增加反光能力。
阳极处理也用来避免螺丝搓牙后产生的锐角或毛边,也作为[电解液](https://zh.wikipedia.org/wiki/電解液)[容器](https://zh.wikipedia.org/wiki/電容器)的[介电质](https://zh.wikipedia.org/wiki/介電質), 阳极层最常用来保护[铝合金](https://zh.wikipedia.org/wiki/鋁合金), 也有其他例如[钛](https://zh.wikipedia.org/wiki/鈦)、[锌](https://zh.wikipedia.org/wiki/鋅)、[镁](https://zh.wikipedia.org/wiki/鎂)、[铌](https://zh.wikipedia.org/wiki/鈮)、[锆](https://zh.wikipedia.org/wiki/鋯)、[铪](https://zh.wikipedia.org/wiki/鉿)、[钽](https://zh.wikipedia.org/wiki/鉭)。铁和碳钢若在中性或碱性的电解质溶液中会片状剥落,剥落物为氢氧化铁,或称铁[锈](https://zh.wikipedia.org/wiki/鏽),由缺氧的阳极凹洞和阴极的表面组成,凹洞聚集了如[硫酸盐](https://zh.wikipedia.org/wiki/硫酸鹽)及[氯化物](https://zh.wikipedia.org/wiki/氯化物)等[阴离子](https://zh.wikipedia.org/wiki/陰離子),加速了底下金属的生锈速度。 铁块内部的碳片层或碳块,如[高碳钢](https://zh.wikipedia.org/wiki/高碳鋼)、或[生铁](https://zh.wikipedia.org/wiki/生鐵)) 会与表面涂层或电镀层交互影响。 含铁金属通常会置于[硝酸](https://zh.wikipedia.org/wiki/硝酸)液中做阳极处理,或用[发烟硝酸](https://zh.wikipedia.org/wiki/发烟硝酸)来形成一层黑硬的氧化铁。
## 历史
[[编辑](https://zh.wikipedia.org/w/index.php?title=陽極處理&action=edit§ion=1)]
阳极氧化工艺首次大规模工业应用是在1923年,目的是防止杜拉铝材质的[水上飞机](https://zh.wikipedia.org/wiki/水上飛機)被氧化腐蚀。早期以[铬酸](https://zh.wikipedia.org/wiki/铬酸)为电解液的工艺被称为Bengough–Stuart工艺,这种工艺今天仍然在使用。1927年,铬酸电解液阳极氧化工艺被Gower 和 O'Brien 改进成[硫酸](https://zh.wikipedia.org/wiki/硫酸)电解液并注册成专利。至今,硫酸电解液都是最为常见的阳极氧化方式。
草酸阳极氧化工艺于1923年在日本注册成专利,其后德国广泛应用该工艺,特别是在德国的建筑行业。阳极氧化铝挤型材曾经在1960,70年代是非常流行的建筑材料,但是很快被更加便宜的塑料和粉末喷涂工艺取代。阳极氧化最新的进展是磷酸基工艺,到目前为止,该工艺只用与粘合剂或是有机涂料之前的预处理。新的各种各样的阳极氧化工艺被持续开发,所以未来的趋势是以军事和工业标准的涂层特性来分类阳极氧化工艺,而不是工艺的化学反应。
## 阳极氧化铝材
[[编辑](https://zh.wikipedia.org/w/index.php?title=陽極處理&action=edit§ion=2)]
铝合金阳极氧化能提高抗腐蚀能力,能增加氧化颜色,改善附着力。但是不能增加铝材的强度,另外,阳极氧化层是不导电的。 |
# 磷酸阳极氧化
播报编辑[讨论](https://baike.baidu.com/planet/talk?lemmaId=2725595&fromModule=lemma_right-issue-btn)上传视频
在材料保护技术中金属表面层物质经化学或电化学处理,形成的具有良好附着力的反应产物薄膜
磷酸阳极氧化 [1]是指在材料保护技术中,金属表面层物质经化学或电化学处理,形成的具有良好附着力的反应产物薄膜。
## 目录
1. 1[简介](https://baike.baidu.com/item/磷酸阳极氧化/2725595#1)
2. 2[性能功效](https://baike.baidu.com/item/磷酸阳极氧化/2725595#2)
3. 3[制作工艺](https://baike.baidu.com/item/磷酸阳极氧化/2725595#3)
## 简介
播报
编辑
以硫酸、草酸、铬酸和磷酸作为电 解液,以铝工件为阳极,经电解生成**阳极氧化**膜,主要用来进行防护、装饰、电绝缘、防腐蚀、抗磨损、无损伤探伤以及改善光学、热的效能。 [2]
## 性能功效
播报
编辑
磷酸阳极氧化膜多孔,孔径比较大,膜层厚度约2~5μm。在各种阳极氧化工艺中,作为铝质零件胶接前的预处理,以磷酸阳极氧化胶接强度最高,因此磷酸阳极氧化常被用来对需胶接的铝质零件进行**阳极氧化处理**。是一种非常特别的阳极氧化技术。
## 制作工艺
播报
编辑
铝质零件胶接磷酸阳极氧化的工艺规范为:溶液成分
磷酸(H3P04) 100~140g/L;
溶液温度 20~25℃:
电压 l0~15V;
处理时间 8~22min。
在生产过程中应注意如下几点:
阳极氧化过程中必须严格控制电压,不得超过l5V。
阳极氧化过程中不得断电,阳极化中止(停止供电)到清洗开始的时间间隔不得超过2.5min。
阳极氧化后干燥的温度不得高于71℃。阳极氧化后的零件要保持清洁。
底胶必须在零件于燥后72h内进行涂覆。 |
End of preview. Expand
in Data Studio
README.md exists but content is empty.
- Downloads last month
- 0